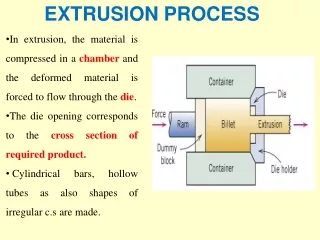
Extrusion
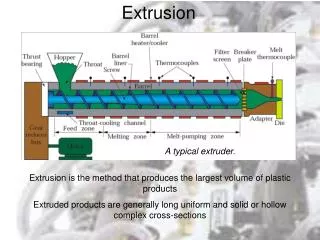
Extrusion. A typical extruder. Extrusion is the method that produces the largest volume of plastic products. Extruded products are generally long uniform and solid or hollow complex cross-sections. Sheet and Film Extrusion. Other types: Tubing, Electrical wire coating, Pipes.

Extrusion
E N D
Presentation Transcript
Extrusion A typical extruder. Extrusion is the method that produces the largest volume of plastic products Extruded products are generally long uniform and solid or hollow complex cross-sections
Sheet and Film Extrusion Other types: Tubing, Electrical wire coating, Pipes To extrude thin film, air is forced into an extruded sheet and then either pinched or cut. A common dye to produce sheets is referred to as the coathanger dye.
Injection Molding Injection molding is similar to extrusion only a mold replaces the die.
Injection Molding Process • The polymer is pushed into the mold. • The part is cooled within the mold. • Once cooled, the part is eased out of the mold with ejector pins
Molds • Cold runner, Two-plate mold • Cold runner, Three-plate mold • Hot runner mold
Machine • Cost range: $85,000 - $140,000 • Die cost: $20,000 - $200,000 • Mold cost: approx. $100,000 • Process: 5 sec. – 60 sec.
Extrusion Blow Molding A polymer is extruded and clamped within a mold. Air is then pushed is and the part is made. The mold is removed and excess pieces are removed as well.
Injection Blow Molding The polymer is injected into a closed mold with a blow pin and parison. Air is blown in and the part is made. The blow pin is then removed.
19.6 - Thermoforming • Sheets available in multitude of sizes, thicknesses, and fillers (to create specific properties). • Parts cannot include holes and openings. • Material: thermoplastics, must exhibit high, uniform elongation • Packaging trays, signs, appliance housings, refrigerator liners, shower stalls
19.7 – Compression Molding • Done at temperatures of 200 C (400 F) and higher • Pressures range from 1400- 22000 psi • Material: usually thermosetting plastics, sometimes thermoplastics • Cures in die • Dishes, handles, container caps, fittings, electrical components, housings • Fiber reinforced parts with chopped fibers use this process exclusively.
19.8 -Transfer Molding • Pressures may reach 43,000 psi • Viscous flow also raises temperature and homogonizes material • High complexity and dimensional control • More expensive
19.9 - casting • Thermosets and thermoplastics may be used • Slow and simple yet cheap • Flexible molds can be used • Continuous casting can be used • Centrifugal casting • Potting and encapsulation (electrical components)
19.10- foam molding • Polystyrene beads are the raw material. • Beads, blowing agent, and heat • Pre-expanded beads may be shaped just as plastics • Structural foam molding created hard outer shell and light cellular core, outside is cooled rapidly • Polyurethane foam processing utilizes chemical reactions to create foam which is poured into molds or sprayed on surfaces for insulation.
19.11- cold forming and solid phase forming • Many of the cold working processes that apply to metals can also be used on plastics. • Thermosets are used because of their ductility at room temperature. • Advantages: strength, toughness, improved dimensional accuracy, and faster cycle times • Solid phase forming is carried out at temperatures 10-20 C. Below the melting point.
19.12 Processing Elastomers Processing elastomers uses processes similar to shaping thermoplastics These include: Extrusion (tubing, hoses, molding) Injection molding (components for automobiles
Calendering • Used to form rubber and thermoplastic sheets. • Process: • Warm mass fed into series of rolls to create a flat sheet • End product usually 0.3 to 1mm thick • Uses: • Tines • Belts for machinery
Dipping • Process: • Dip metal form into a liquid elastomer compound • Compound adheres to form, creating item • Uses: • Rubber gloves
19.13 Processing Polymer-Matrix Composites • Polymer-matrix composites are also known as reinforced plastics • Special methods required to shape due to complex structure: • Molding • Filament winding • Pultrusion • Pulforming Motorcycle parts made of reinforced plastics
Prepegs • Process: continuous fibers aligned and subjected to surface treatment, then dipped into a resin bath to form a tape • Uses: flat architectural panelling • Example of use: F-14 fighter jet horizontal stabilizer F-14 fighter jet
Sheet-Molding Compound (SMC) • Process: continuous fibers cut into short fibers and deposited in random orientation over layers of resin paste • Use: random orientation gives the product strength in many directions, instead of just one, like in unidirectional fiber products
Molding of Reinforced Plastics • Different types of molding used for reinforced plastics: • Compression molding • Vacuum bag molding • Contact molding Mold for hull of a catamaran
Compression Molding • Process: Polymer-Matrix composite is placed between two molds and compressed
Vacuum-Bag Molding • Process: material is placed in a mold, covered by a plastic bag, and a vacuum is created to compress the material into the shape of the mold
Contact Molding • Two types: • Spray Lay-up: spray into mold evenly to the thickness desired • Hand Lay-up: painted onto the mold Jet ski hull made by hand lay-up
(b) (a) Filament Winding • Resin and fibers are combined at curing • Process: fiber wound on a rotating mandrel while within resin bath. • Benefits: very strong and heavily reinforced • Uses: Aircraft (engine ducts, propellers), spherical pressure vessels
Pultrusion • Process: prepeg pulled through resin bath, heated in a die, and but to length after sufficient cooling time • Uses: parts with uniform cross-sections that are made continuously (aluminum ladders)
Pulforming • Process: similar to pultrusion • Prepeg pulled through resin bath, then clamped between two halves of die. Cut piece and repeat. • Uses: parts with non-uniform cross-section
19.14 Processing Metal-Matrix and Ceramic-Matrix Composites • Metal-Matrix Composites (MMC) • Liquid-phase processing • Solid-phase processing • Two-phase (liquid-solid) phase processing • Ceramic-Matrix Composites (CMC) • Slurring infiltration Ceramic-matrix turbine wheel
Liquid-Phase Processing: • Casting together liquid material (ex. Aluminum) and solid reinforcement (ex. Graphite) • Solid-Phase Processing: • Consists of powder metallurgy techniques. • Proper mixing important to obtain even distribution of fibers (ex. Tungsten-carbide tools) Tungsten-Carbide tools
Two-phase processing • Involves liquid and solid states • Reinforcing fibers are mixed with a matrix that contains liquid and solid phases of the metal • Slurry infiltration • Slurry: mixture of matrix powder, carrier liquid, and organic binder • Prepare a fiber preform, and hot press it with the slurry
Chapter 20 Rapid Prototyping • Produces and example of a part from a CAD drawing before production. • Additive, subtractive and virtual.
20.3 Additive Processes • Parts are broken down into layers and constructed slice by slice, usually .004-.020 in. thick. • Stereolithography, fuse-deposition modeling, ballistic-particle manufacturing, three-dimensional printing, selective laser sintering and laminated-object manufacturing.
(a) (a) Fuse-deposition Modeling