Download
1 / 48
590 likes | 1.41k Vues
Theory of Constraints. James Henderson March 20, 2002. Introduction What is going on in today’s projects? What is Theory of Constraints? Five Focusing Steps Thinking Processes Critical Chain Buffers & Dealing with Uncertainty Drum - Buffer - Rope Who is using TOC today?

E N D
Theoryof Constraints James Henderson March 20, 2002
Introduction What is going on in today’s projects? What is Theory of Constraints? Five Focusing Steps Thinking Processes Critical Chain Buffers & Dealing with Uncertainty Drum - Buffer - Rope Who is using TOC today? Questions & (possibly) some Answers Closing Remarks Agenda
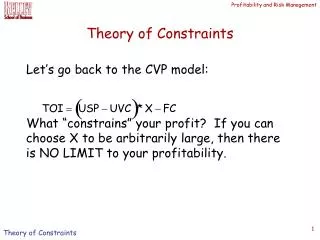
Whether you are a functional manager over the production of widgets or a Project Manager over the development and implementation of the next major whiz bang solution to the market’s needs, you rely on a good production / process flow or project network to ensure the success. The problem is that… “constraints happen” ...and things don’t go according to the plan. Theory of Constraints (TOC) takes the “systems approach” to overcome those constraints. TOC focuses on the few critical elements that truly influence / control the productivity of the system instead of trying to control all of the elements. Constraints Happen
Historical data Project Type Time Cost 50 new products (new chemical entities, 1.78X 1.61X compounded products, or alternate dosage forms) in ethical drug firm 69 new products in proprietary drug laboratory 2.95X 2.11X 20 management information system projects 2.10X 1.95X 34 DOD systems from “planning estimate” N/A 2.11X from “development estimate” N/A 1.41X 10 major construction projects N/A 3.93X 10 energy process plants N/A 2.53X
Usually original due dates are not met. Too often resources are not available when needed (even when promised). There is constant pressure to add more projects. Necessary things are not available on time (information, specifications, materials, designs, authorizations, etc.) There are fights about priorities between projects. There are budget over-runs. There is pressure to begin before specs are written. There are too many changes… etc. etc. etc. What kinds of things go wrong in projects?
According to Tom Peters… “Velocity”... ...Faster = more market share ...Faster = shorter pay-back period ...Faster = more rapid learning and change ...Faster = smaller target for changes What is the key to success?
W. Edwards Deming maintained that real quality improvement isn’t possible without profound knowledge, according to Deming, profound knowledge comes from: An understanding of the theory of knowledge. Knowledge of variation. An understanding of psychology. Appreciation for system. Profound Knowledge
The System the Project Goes Through is the Company Investment and Operating Expenses Raw Material Revenue Throughput = Revenue - Raw Materials Net Profit = Throughput - Operating Expense Return on Investment = Net Profit / Investment
Goldratt contends that systems are analogous to chains, or networks of chains. Like a chain, the system performance is limited by the weakest link. This means that no matter how much effort you put into improving the processes of a system, only the improvements to the weakest link will produce any detectable system improvement. Throughput is limited by the weakest link... the constraint! (A system might be generally defined as a collection of interrelated, interdependent components or process that act in concert to turn inputs into some kind of outputs in pursuit of some goal.) Theory of Constraints
Every system can be modeled as a net of chains The weakness of the system is the weak link in the chain, the constraint A project schedule to get a product rapidlythrough the system must account for the constraint Improving the throughput of the system (company) is the highest leverage point for improving profitability Theory of Constraints - Three Important Concepts
TOC Theory of Constraints Covers Many Things Five Focusing Steps Thinking Processes Critical Chain Drum Buffer Rope
Theory of Constraints - FIVE FOCUSING STEPS(Which will Strengthen the Chain) 1. Identify the Constraint 2. Exploit the Constraint 3. Subordinate everything to the Constraint 4. Elevate the Constraint 5. Repeat for the new Constraint
Theory of Constraints - FIVE FOCUSING STEPS 1. Identify the System's constraints. The process is analyzed so that a task or activity that limits the productivity of an entire system can be identified. A system constraint may be identified by a long queue of work or long processing times. 2. Decide how to exploit the system's constraints. In this step, decisions must be made on how to modify or redesign the task or activity so that work can be performed more effectively and efficiently. 3. Subordinate everything else to the above decision. (step 2) Now, management directs all its efforts to improving the performance of the constraining task or activity and any other task or activity and any other task or activity that directly affects the constraining task or activity. 4. Elevate the system's constraint. In this step, additional capacity is obtained that will increase (elevate) the overall output of the constraining task or activity. This differs from step 2 in that the added output comes from additional purchased capacity, such as buying a second machine tool or implementing a new information technology. 5. If, in the previous step, a constraint has been broken, go back to step 1 but do not allow inertia to cause a new constraint This sets up a process of ongoing improvement. As a result of the focusing process, the improvement of the original constraining task or activity may cause a different task to become a constraining task or activity. Inertia could blind management from taking steps to improve the system's output now limited by a new constraint.(1)
Theory of Constraints - THINKING PROCESSES- CATEGORIES OF LEGITIMATE RESERVATION - • Clarity - • If I were reading the issue to someone else would they truly understand? • Entity Existence • Does the entity exist in my reality? • Causality Existence • When I read aloud exactly what I wrote using if...then, does it really make sense to me? • Cause Insufficiency • Are the written causes for an entity sufficient to justify all parts of the entity? • Additional Cause • Is this really the only major cause? If the cause is eliminated, will the effect be almost eliminated? • Predicted Effect • Do the unavoidable outcomes exist? • Cause Reversal • What if we have things going the wrong way? • Tautology • Tautology is a rare case where there is circular logic. IF A THEN B. IF B THEN A. • (Entity = the issue / problem)
Theory of Constraints - THINKING PROCESSES - SIX LAYERS OF RESISTANCE - • Layer 1 • We don't agree on the Problem • Layer 2 • We don’t know where to start • Layer 3 • We don't see how the proposed solution will solve the Problem(s) • Layer 4 • "Yes, but ...", i.e., the proposal looks good on paper, but there are some negative side effects foreseeable if we implement the solution • Layer 5 • It may work, but there are too many, or too difficult, obstacles blocking implementation • Layer 6 • Fear of going at it alone - doesn’t see how to get there.
Theory of Constraints - Critical Chain • The Fundamentals of Critical Chain • Must have a plan that is precedence based • Estimate schedule duration at ~50% confidence level (vs. 90%) • Eliminate resource contention • Use and manage “Buffers” (“Buffers” placed at end of series of tasks to account for schedule variation) • Consciously eliminate uncertainty • Multi-tasking (Focus on one task until complete)
Task Duration Estimates • Task duration estimates must be reduced to the point where: People doing the work know there is a good chance (but not a certainty) that they will finish in the allotted time. Managers and people doing the work know there is an good chance of finishing late and a good chance of finishing early. • And, people doing the work must know that: Management is not going to make unrealistic due date commitments based on these reductions. These actions give the overall project a higher chance of success. There will be no penalty for not finishing within the estimated time.
When asked to provide an estimate of when you can have a specific task ready, what answer do you give? If everything goes perfectly, there is a slight possibility of finishing within time A Even with some surprises (uncertainty), time B is very likely If a major disaster occurs, time C is likely What are 50-50 Probability Task Times?Critical Chain Uses Time “B” Probability of Task Duration Time A B C Time
The Differences Look Like ... Critical Path Critical Chain Resource A Resource B Resource C Resource D Activity A Resource A Reschedule task to resolve conflict Activity B Resource A Resource C Task Time
Resolves Resource Contention • The critical chain by definition is a set of tasks that determines project length • considers tasks dependencies • considers resource capacity • distinguished from Critical Path in this way Project Completion 10:Design 4:Develop 8:Develop 4:Design 6:Prototype 4:Test
Resolves Resource Contention • The critical chain by definition is a set of tasks that determines project length • considers tasks dependencies • considers resource capacity • distinguished from Critical Path in this way Project Completion 10:Design 4:Develop 8:Develop 4:Design 6:Prototype 4:Test
Dealing with Uncertainty • Traditionally we protect TASKS from uncertainty by adding “Safety” to our schedule and by working to “Due Dates” • … So what is the impact of working to Due Dates and Putting Safety Everywhere? • Believe it or not . . . • Safety is wasted • Delays are passed on • Gains are not Let me explain...
How the Safety Gets Wasted Student Syndrome I have plenty of time, I’ll start tomorrow Parkinson’s Law The amount of work done is directly related to the time allocated … No early finishes Bad Multitasking Doing several things at once takes longer than doing one thing at a time We always need to look busy We always need to make everybody busy (or look busy) Fire-fighting Dealing with Uncertainty
3 days 3 days 3 days 6 days 7 days Dealing with Uncertainty Why Eliminate Multi-Tasking? Multi-tasking extends both task and project completion Task A 3 days 3 days 3 days Tasks assigned to a resource Task B Task C Should happen: Task A Task B Task C A Could happen: B C A B C Does happen: A B C A B C
If Task A takes 5 days to complete If Task B takes 5 days to complete If Task C takes 5 days to complete and… If Task D takes 10 days to complete How long is the project? Dealing with Uncertainty How long will it take? Task A 5 Days Task B 5 Days Task D 10 Days Task C 5 Days
If Task A finishes in only three days Is there a benefit to the whole? If Task C takes eight days to finish What’s the impact on the whole? If Tasks A, B, and C, through some miracle, all finish in two days? Will Task D be ready to start three days early? Protecting Individual Tasks Provides Little Protection! Dealing with Uncertainty Delays are passed on and Gains are NOT Task A 5 3 Days X Task B 5 Days Task D 10 Days Task C 5 8 Days X
Protect the project from critical chain disruptions Project Buffer 5:Design 2 Dev 4: Dev 2:Dsn 3:Proto 6.5: Project Buffer 2:Tst Protect the critical chain from disruptions Feeding Buffer 2: FB 5:Design 2 Dev 4: Dev 2:Dsn 3:Proto 6.5: Project Buffer 2:Tst Dealing with Uncertainty Remember, traditionally we protect TASKS from uncertainty with Critical Chain scheduling, we protect THE ENTIRE PROJECT, not individual tasks “Buffers” to protect the project are ESSENTIAL elements of the schedule
Buffers Provide Focus and Early Warning BUFFER OK WATCH & PLAN ACT RemainingProject Buffer: 20 15 14 8 7 0 RemainingFeeding Buffer: 8 7 6 4 3 0 Using the Buffers to Monitor Project Status
Act on Contingency Plan Schedule On-Track Develop Contingency Plans Use the Buffers to Monitor Project Status Project Buffer Status Report % Project Buffer Consumer Status Date
Theory of Constraints - THE DRUM CONCEPT DRUM BUFFER ROPE Buffer The Drum Concept utilizes a common resource between projects to act as the drum beat (with some protection - buffer) for releasing each new project into the environment (pulling the rope).
Theory of Constraints - THE DRUM CONCEPT(Staggering Projects based on the “Drum Resource”) The constraint is called “the drum” - it sets the pace & provides a means to stagger projects & set priorities across projects. Project 1: Project 2: Drum schedule:
Who is using TOC & CCPM Today? Industry Literature 240 No. of TOC Articles 90 ‘90-’94 ’94-’98 Plus Over 40 books devoted to TOC Plus Others Computing Tools Government Consulting Firms Under Secretary of Defense for Acquisition Tony Rizzo AFOTEC Boeing Education Int. Schedules Maturity Model • BCA • IASL • Flight Test • 777 AFIT • MR&D Chem/SHEA • F-22 • Wing Assy • C-17 • Flight Test Plus Others
New technology product - first 8-inch discrete power wafer fabNew raw material, new automated technologyNew facility, doubling capacityProject scope - construction, installation, ramp-up, Focus on actual delivery of production via the Critical Chain Industry norm Ground-breaking to first silicon - 28-36 months Time to ramp production - 18 months Harris results with Critical Chain Ground-breaking to first silicon - 13 months Time to ramp production - 21 days Harris Semiconductor Results
Wide-Body Aircraft Directorate Multi-project maintenance operation History Average visit per aircraft - 3 months Amount of work committed by customers - 2 months One year after implementing Critical Chain Average visit per aircraft - 2 weeks Amount of work committed by customers - 1 year Israeli Aircraft Industries Results
$5M incremental profits on first project • $11M increased revenue on same first project • 5 weeks schedule reduction on delivery to market • First to Market • Competitors Withdrew • 5%-10% savings of revenue • $37M increase in no. of profitable programs • 2-4 month cycle-time reduction • $400k per project reduced carrying costs • Recovered strained customer relationship • 15% capacity increase projected (goal 50%) • Savings on 1st project paid for full implementation • Full-deployment planned within 1-yr (150 programs) • Enhanced visibility into resource requirements • Enables quick response to replans AFOTEC Examples of Industry Successes - TOC 2000 Results
By Eliyahu M. Goldratt By Willian H. Dettmer By Robert C Newbold How can you Learn More?
BIO After leaving the United States Air Force in 1988, James joined The Boeing Company (formally The McDonnell Douglas Corporation). He holds a Bachelor of Sciences Degree in Business Management, and a Jonah Certification from the Goldratt Institute (through the University of Washington). James is a member of the Project Management Institute (PMI), and has served on the Orange County Chapter’s Corporate Advisory Board for Project Management Practices. He is currently at work on obtaining his Project Management Professional certification from the PMI organization. As Senior Program Manager at the Boeing Company, James has directed and supported million-dollar projects ranging from re-engineering of development processes, to relocating work between company components, to redesigning products to improve quality, cycle time and cost. JAMES HENDERSON James currently manages the engineering processes for the military air-lifter known as the C-17. In addition, he oversees internal applications development of technology projects (internal R&D type projects) for the Aircraft & Missiles Southern California (A&M SoCal) programs, and is the Steering Team Lead for the A&M SoCal Leadership Development Program. Recognized for his expertise in Project Management practices, Lean Engineering, System Engineering, Resource Planning, Design Processes, and Production Engineering, James is a program advisor for the application of Critical Chain Project Management principles at the Boeing Company. Utilizing fundamental Project Management techniques, and Constraint Based Project Management (Theory of Constraints – TOC), James guides program leaders in the development of comprehensive program plans.