Download
1 / 10
100 likes | 253 Vues
Automated Inspection of Cold Formed Bolts. Troy D. Wells / CMfgT INDEN 5303 Fall 1999. Hilti Plant 5. Plant Operations Opened in Tulsa, OK in 1979 Employment 165 Products Produced Carbide Tipped Masonry Drill Bits (for hammer drills) DX Pins (nails for powder actuated tools) Anchors

E N D
Automated Inspection of Cold Formed Bolts Troy D. Wells / CMfgT INDEN 5303 Fall 1999
Hilti Plant 5 • Plant Operations • Opened in Tulsa, OK in 1979 • Employment 165 • Products Produced • Carbide Tipped Masonry Drill Bits (for hammer drills) • DX Pins (nails for powder actuated tools) • Anchors • Kwik Bolts (expansion bolts) • HDI (drop in anchors) • HAS (chemical anchors)
Automated Inspection Needs • NUPIC • Annual Audits • Final Inspections • Definition: The Number of Parts Produced Without any Failures Divided by the Total Number of Parts Produced. • Goal is 98% • Current is 94% • Failures-lost parts, rejects, scrap
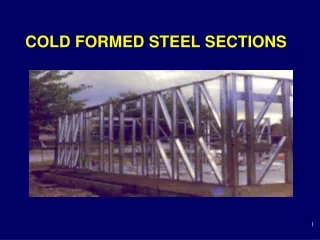
Production Methods for Kwik Bolts • Cold Forming • FX45 production standard=10,000/hr • Ø1/4” x L 1 3/4” - 3 1/4” • Ø3/8” x L 2 1/4” - 3 3/4” • 750 production standard=5,400/hr • Ø1/4” x L 4 1/2” • Ø3/8” x L 5” • Ø1/2” x L 2 3/4” - 5 1/2” • 1012 production standard=3,000/hr • Ø3/8” x L 7” • Ø1/2” x L 7” • Ø5/8” x L 3 3/4” - 10” • Ø3/4” x L 4 3/4” - 12” • Screw Machining • Ø1” x L 6” - 12”
Common Rejects Failure Mode Reject Scrap Head Form out of round 0.90% 0.40% Thread Length 2.80% 0.01% Burr Ring 2.12% 0.00% Bite Marks 1.70% 0.07%
Selection Criteria • J. Teegarden, Modern Machine Shop 1998 • Number & Type of features to be inspected • Throughput requirements • Level of accuracy required • 100% inspection or audit methods • Operator skills • Portability (gauge vs. workpiece) • Inspection environment • Workpiece condition • Workpiece material • Data output format • Budget
Inspection Methods • Current • Manual & Semiautomatic • Non-Contact - Contact • Vision Systems • Mechanical • In-process - Post-process
Planning Budget • Non-Contact • Basic System $15,000 • Automated System $100,000 • Contact • Basic System $15,000 • Automated System $50,000
Gauge Design • Robot • Transfer Station Style • Features to be Inspected • Cycle Time • Operator Feedback