Download
1 / 45
560 likes | 1.11k Vues
SMAW Welding Section 8 Unit 26. Arc Welding Safety. Recognize that arc welding produces a lot of heat. Use equipment according to manufacturers recommendations. Insure fire extinguishers are available Provide a first aid kit

E N D
Arc Welding Safety • Recognize that arc welding produces a lot of heat. • Use equipment according to manufacturers recommendations. • Insure fire extinguishers are available • Provide a first aid kit • Use water filled containers to receive hot metal from cutting operations. • Practice good housekeeping • Use appropriate PPE
Arc Welding Safety-cont. • Insure all wiring is correctly installed and maintained. • Remove or shield all combustible materials in work area. • Do not use gloves or clothing which contain flammable substances • Protect others from arc flash. • Protect equipment from hot sparks. • Use a fume collector. • Never work in damp or wet area. • Shutoff power source before making repairs or adjustments, including changing electrode. • Don’t overload the welding cables or use cables with damaged insulation.
Arc Welding PPE • Helmet • Shade 10 or darker • Face protection • Always wear safety glasses underneath • Auto helmet recommended • Clothing • Long sleeves • Button up shirt • Work shoes • Protective apron, sleeves, jackets or pants if available. (Fig 26-6)
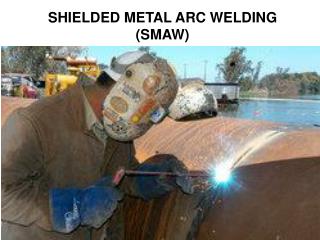
SMAW Process • The arc temperature over 9,000 oF melts the base metal, the wire core and the coating on the electrode. • The high temperature causes some of the ingredients in the flux to form a gaseous shield. • The electric energy is provided by a special power source. • As the weld cools slag forms on top of the weld puddle.
SMAW Power Supplies • SMAW requires a constant current (CC) of either DC or AC. • Some power supplies will supply both DC and AC. • Power supply capacity determines the maximum diameter of electrode that can be used.
Equipment Polarity Switch Power Cord Power Supply Electrode Holder Power Switch Electrode Amperage Adjustment Amperage Scale Base Metal (work Piece) Ground Clamp Ground Cable Electrode Cable
Open Circuit Voltage (OCV) • Open circuit voltage is the potential between the welding electrode and the base metal when the machine is on, but there is no arc. • The higher the OCV a machine has, the easier it will be to strike an arc. • Only adjustable of dual control machines.
Arc Voltage • Arc voltage is the potential between the electrode and the base metal when the arc is present. • Arc voltage is less than OCV. • Adjustable on dual control machines.
Polarity • The polarity of an object is its physical alignment of atoms. • The term is often used to describe the positive and negative ends of batteries and magnets. • The negative end has an excess of electrons • The positive end has a deficiency of electrons.
Five (5) Common Power Supplies • Transformer • AC only • Rectifier • DC only • Transformer/rectifier • AC or DC • Generator • DC and/or AC • Inverter • AC and DC
Striking The Arc • Select the best electrode • Set the welder (Fig 26-8) • Turn on welder • Warn bystanders • Lower helmet • Start arc (two methods) • Brushing • Tapping
Brushing Method • Hold end of electrode about 1/4 - 1/2 inch above the surface. • Lower helmet • Gently brush surface of the metal with the end of the electrode. • When arc starts, lift electrode 1/8 inch. • If electrode sticks, twist it back and forth. If it does not break loose, release electrode from electrode holder. • Do not shut off the welder with the electrode stuck to the metal. Recommended method for beginning weldors.
Tapping Method • Set up welder • Hold the electrode at the travel angle and 1/4 - 1/2 inch above the metal. • Quickly lower the electrode until it touches the metal and then lift it 1/8 inch. More difficult method to learn
Arc Welding Bead Nomenclature Electrode Flux Gas shield Electrode metal Slag Penetration Molten puddle Bead Base metal
Running Beads • Practice running stringer beads • No weaving or pattern. • Remember the electrode burns off as the weld is made. • Speed used should result in a bead 2-3 times wider than the diameter of the electrode. • Cool metal between beads. • Practice holding a long arc for a couple of seconds after striking the arc. • Preheats the weld • Practice filling in the crater.
Five (5) Factors of Arc Welding • Heat • Electrode • Electrode angle • Arc length • Speed of travel
Five (5) Factors1.Heat • The arc welder must produce sufficient heat (electric arc) to melt the electrode and the base metal to the desired depth. • The amount of heat produced is determined by the amperage. • Amperage is limited by the diameter of the electrode and the capacity of the welder. • The amount of heat needed to complete the weld is determined by several factors: • Thickness of the metal • Type of joint, • Electrode type • Electrode diameter • Weld position • Excessive heat. • Electrode easier to start • Excessive penetration (burn through) • Excessive bead width • Excessive splatter • Electrode overheating • Insufficient heat. • Hard to start • Reduced penetration • Narrow bead • Coarse ripples
Five (5) Factors2.Electrodes • The SMAW process uses a consumable electrode. • Electrode must be compatible with base metal. • Electrodes are available for different metals. • Carbon steels • Low alloy steels • Corrosion resisting steels • Cast irons • Aluminum and alloys • Copper and alloys • Nickel and alloys • Another useful group of electrodes is hardsurfacing. • NEMA color coding • System of of colors on the end or dots on the bare wire indicating the class of electrode. • Not very common today. • AWS numerical coding • Most popular method.
American Welding Society (AWS) Classification System • The AWS system distinguishes the tensile strength, weld position and, coating and current. • Manufactures may and do use there own numbering system and produce electrodes that do not fit in the AWS system.
Welding Currents • Not all electrodes are designed to work with all currents. • Common SMAW currents. • Alternating Current (AC) • Direct Current straight polarity (DCSP) or (DCEN) • Direct Current Reverse polarity (DCRP) or (DCEP)
Arc Welding Electrode Flux • Flux: A material used during arc welding, brazing or braze welding to clean the surfaces of the joint chemically, to prevent atmospheric oxidation and to reduce impurities and/or float them to the surface. (British Standard 499) • Seven (7) Classifications of Flux constituents • Protection from atmospheric contamination • Fluxing agents • Arc initiators and stabilizers • Deoxidizes • Physical properties of the flux • Fillers and metallic additions • Binders and flux strength improvers
Electrode Grouping • Electrodes are also grouped according to there performance characteristics. • Fast-freeze • Mild steel • Quick solidification of weld pool • Deep penetrating • Recommended for out of position welds • Deep penetrating arc • Fast-fill • Highest deposition rate • Stable arc • Thick flux • Flat position and horizontal laps only • - Fill-freeze • General purpose electrodes • Characteristics of fast-freeze and fast-fill • Low hydrogen • Welding characteristics of fill-freeze • Designed for medium carbon and alloy steels
Selecting Electrode Size • A diameter of 3/32 or 1/8 inch can be used on metals up to 1/4 inches thick without joint preparation. • ROT: the diameter of the electrode should not exceed the thickness of the metal. • The optimum electrode diameter is determined by the thickness of the base metal, the welding position and the capacity of the welding power supply. • A smaller diameter is usually recommended for out of position welding. • When completing root passes in V-joints, a smaller diameter maybe used and then a larger diameter is used for the filler passes.
Electrode Storage • Electrodes are damaged by rough treatment, temperature extremes and moisture. • The should be kept in their original container until used. • They should be stored in a heated cabinet that maintains them at a constant temperature. • The storage of low hydrogen electrodes is very critical. • Designed to reduce underbead cracking in alloy and medium carbon steels by reducing the the amount of hydrogen in the weld pool. • The flux is hydroscopic--attracts moisture (H2O). • Moisture in the flux also causes excessive gasses to develop in the weld pool and causes a defect in the weld caused worm holes.
Five (5) Factors3.Electrode Angle • The electrode angle influences the placement of the heat. • Two angles are important: • Travel • Work • The travel angle is the angle of the electrode parallel to the joint. • The correct travel angle must be used for each joint. • Beads = 15o from vertical or 75o from the work. • Butt joint = 15o from vertical or 75o from the work. • Lap joint = 45o. • T joint = 45o. • Corner = 15o from vertical or 75o from the work.
Five (5) FactorsElectrode Angle-cont. • The work angle is the angle of the electrode perpendicular to the joint. • The appropriate angle must be used for each joint. • Beads = 90o • Butt joint = 90o • Lap joint = 45o • T joint = 45o • Corner = 90o • The work angle may need to be modified for some situations. • For example, a butt joint with two different thickness of metal.
Five (5) Factors4.Arc Length • The arc length is the distance from the metal part of the electrode to the weld puddle. • The best arc length is not a fixed distance, but should be approximately equal to the diameter of the electrode. • Arc length can be adjusted slightly to change the welding process. • Excessive length • Excessive spatter • Reduced penetration • Poor quality weld • Insufficient length • Electrode sticks • Narrow weld • Poor quality weld
Five (5) Factors5. Speed of Travel • The speed of travel (inches per minute) is an important factor when arc welding. • The best speed of travel (welding speed) is determined by several factors: • The size of the joint, • The type of electrode • The size of the electrode • The amperage setting on the machine • Deposition rate of the electrode (cubic inches per minute) • The deposition rate of an electrode will change with the welding amperage.
Five (5) Factors5. Speed-cont. • The ideal speed can be calculated using the volume of the joint and the deposition rate of the electrode. • Step one: determine the area of the weld. (Assuming 1/16 inch penetration.) • Step Two: knowing the deposition rate of the electrode, determine the welding speed. (Deposition rate = 2.5 in3/min.)
Five (5) Factors5. Speed-cont. • The correct welding speed is indicated by the shape of the ripples. Too slow = excessive width, excessive penetration Too fast = narrower width, elongated ripple pattern, shallow penetration. Recommended = width 2-3 times diameter of electrode, uniform ripple pattern, full penetration.
Square Groove • A butt joint can be completed with a groove welded on metal up to 1/8 inch thick with a single pass on one side, with no root opening. • Electrode manipulation should only be used to prevent burning through.
Square Groove Thicker Metal • A groove weld on metal up to 1/4 inch thick can be welded with a single pass on one side but, if possible, it should be completed with a single pass on both sides. • Metal this thick requires a root opening to achieve adequate penetration. • Electrode manipulation will reduce penetration.
Single V Groove Weld • Butt joints on metal greater than 1/4 inch thick require joint preparation. • Note that the groove does not extend all the way. A short distance, called the root face, is left undisturbed. • The amount of joint preparation is dependent on the diameter of the electrode and the amperage capacity of the power supply. • Several different combinations of passes can be used to complete this joint. Note: this is the principle use of pattern beads.
Information • In a T-joint the two welding surfaces are at an angle close to 90 degrees from each other. • The welding side and number of passes uses depends on the thickness of the metal, the welding access and capacity of the power supply. • Common joints include. • Plane T • T with joint gap • Single preparation • Double preparation
Plane T-Joint • The plane T joint is very useful for thin metal. • Can be completed at angles other than 90 degrees. • Can be completed with metal of different thickness. • The work angle must be changed to direct more heat to the thicker piece.
T-joint--Thicker Metal • When the metal thickness exceeds 1/8 inch the recommendation is to gap the joint. • Improves penetration • May not be necessary if larger diameter electrode is used and sufficient amperage is available. • The need for a joint gap varies with the type of electrode, but should not exceed 1/8 inch.
T-joint Single Single Bevel • As with other joints, thicker metal must have joint preparation to achieve full penetration with smaller diameter electrodes. • Several different preparations can be used. A popular one is the bevel. • A bevel can be completed by grinding or cutting. • The bevel joint can be completed with electrode manipulation or no electrode manipulation. • When when electrode manipulation is used to fill the joint, the first pass should be a straight bead with no manipulation.
T-joint Double Bevel • The double bevel T-joint is recommended for metal 1/2 inch thick and thicker. • The root passes should be with not manipulation, but the filler passes can be completed with either straight beads or patterns beads. • Alternating sides reduces distortion.
Common SMAW Defects Under Cutting Porosity • Undercutting • improper welding parameters; particularly the travel speed and arc voltage. • Porosity • Atmospheric contamination or excess gas in the weld pool. Hot Cracks Slag Inclusions • Hot cracks • Caused by excessive contraction of the metal as it cools. • Excessive bead size • May also be found at the root of the weld. • Slag inclusions • Long arc • Incomplete removal of slag on multipass welds.
SMAW Weld Defects-cont. Incomplete fusion Toe cracks Microcracks Underbead cracks • Toe Cracks • Excessive heat and rapid cooling. • Underbead cracks • Excessive hydrogen in weld pool • Microcracks • Caused by stresses as weld cools. • Incomplete fusion • Incorrect welding parameters or welding techniques.