Download
1 / 114
1.14k likes | 1.33k Vues
Surface Treatments & Cu Ultracleaning. Enzo PALMIERI ISTITUTO NAZIONALE DI FISICA NUCLEARE Laboratori Nazionali di Legnaro UNIVERSITY OF PADUA Material Science and Engineering Dept. The Goal:

E N D
Surface Treatments & Cu Ultracleaning Enzo PALMIERI ISTITUTO NAZIONALE DI FISICA NUCLEARE Laboratori Nazionali di Legnaro UNIVERSITY OF PADUA Material Science and Engineering Dept.
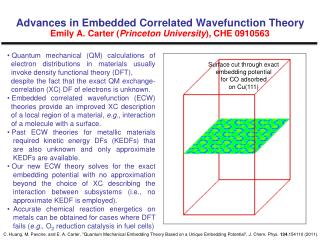
The Goal: • To lower under the detectable level the radiactive background due to the surface activity of ppb traces of U and Th on CUORE Cu frames • R&D: • Search for the best sequence of Surface Treatments: • Optimization of Chemical/Electrochemical polishing • Study of Plasma cleaning efficiency • Investigation of the Ion beam cleaning Effiiency (recontamination problem) • PRODUCTION: • Surface treatments of all components (around of 5000 pieces)
Reiterated interactions of Milan Group with both European and Italian Industry did not achieve the desired results Adopting commercial etching baths, the surface contamination (ppb) increased instead than decreasing Therefore it was just the national Italian industry to propose to INFN Milan, as the only possible alternative, the surface treatments by INFN LNL for Superconducting accelerating cavities
THE POLISHING SYSTEM • ABRASIVE CLEANING, GRINDING and MECHANICAL POLISHING • SOLVENT CLEANING: Chlorofluorocarbons and Liquid CO2 • SEMI-AQUEOUS CLEANERS: Terpenes; Alcohols; Ketones; Esters; Amines • ULTRASONIC CLEANING • MEGASONIC CLEANING • SAPONIFIERS, SOAPS, AND DETERGENTS • WIPE-CLEAN • SUPERCRITICAL FLUIDS • CHEMICAL ETCHING • ELECTROCHEMICAL POLISHING • ELECTROLESS ELECTROLYTIC CLEANING • DEBURRING: laser vaporization, thermal pulse flash deburring • STRIPPABLE COATINGS • OUTGASSING • REACTIVE CLEANING: Anodic Oxidation and subsequent removal of the oxide • OZONE CLEANING • HYDROGEN CLEANING • REACTIVE PLASMA CLEANING AND ETCHING • PLASMA CLEANING • SPUTTER CLEANING • ION BEAM CLEANING
1. ABRASIVE CLEANING for removal of gross contamination • (e.g., sandpaper, emery paper, steel wool, Scotch-brite, scouring pads) • Abrasive powders wet or dry in a paste or fluid carrier entrained in a high velocity gas or liquid stream : • e.g. SiC, Al2O3, diamond, CeO2, precipitated CaCO3, talc, kaolin, wheat starch. • The cleanest mechanical polishing is Ice micro-droplets blasting in a high pressure liquid nitrogen stream. • Problems: • Abrasive embedding into the surface • Introduction of microcracks into the surface, • Compressive stresses introduced by a king of "shot peening"
2. CHEMICAL ETCHING • Chemical etching removes surface material along with strongly adherent contaminants. • Before chemical etching, it is advisable: • Alkaline pre-clean in order to get uniform wetting and etching • Pickling i.e. the removal of the large amounts of oxides formed during fabrication process. • Bright dip is nothing else than a Mild Pickling • Acid cleaning of metals can have the detrimental effect of introducing hydrogen into the surface. If hydrogen embrittlement is a concern, the part should be high-temperature vacuum baked after etching. • Sometimes chemical etching does not remove some constituents from a surface and leaves a smut that must be removed by further etching.
4. ELECTROLESS ELECTROLYTIC CLEANING Relies on the difference in electromotive potentials to remove material from one surface and deposit it on another. Such Displacement-type Electrolytic Cleaning process is commonly known for Silver. When immersing Silver in an undiluted solution of pure household ammonia contained in an Al or Mg tray, the Silver surface is cleaned as the Al or Mg is oxidized.
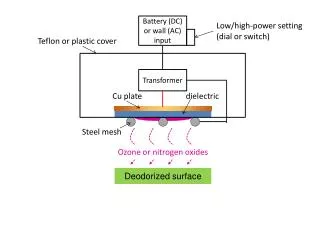
DEBURRING • Deburring is the removal of the rough edges produced in cutting or shearing. Deburring is performed by: abrasion, chemical etching, laser vaporization, "flash debarring" which uses a thermal pulse from an exploding gas-Oxygen mixture to heat and vaporize the thin metal protrusions. It removes burrs of steel, cast iron, brass, Zinc or aluminum created due to operations such as turning, milling, broaching, grinding or die-casting. In thermal deburring, the work pieces are placed in a pressure chamber. The chamber is closed and filled with a mixture of gases, which is later ignited. Due to the instantaneous high temperature the burrs are burnt since their surface is large relative to their volume. The work pieces are moderately heated www.elechem.net/ngt.html
6. SOLVENT CLEANING Solvents dissolve the contaminant taking it into solution: i) Polar solvents, such as water and water-alcohol mixtures used to dissolve ionic salts which are polar contaminates; ii) Non-polar solvents such as Chlorinated hydrocarbon solvents used to remove non-polar contaminates such as oil. A mixture of solvents can dissolve both polar and non-polar contaminates. Solvents effectiveness is determined by the Solubility Parameter for specific contaminants, that is saturation maximum amount of a specific contaminant dissolvable in a specific amount of solvent.
Solvent cleaning leaves a residual surface layer which must be also removed. • This removal can involve: • water rinsing; • an elevated temperature; • other solvents that displace the surface layer. • e.g., for Cristals and frames, a solvent wipe-clean cleaning sequence might be Trichloroethylene—Acetone—Methanol—Isopropanol. • Good polar solvents for a variety of polar contaminants such as ionic salts are Water and Water-Alcohol mixtures. • The addition of alcohol lowers water surface energy allowing it to penetrate into "hideouts" to remove hidden contamination. • Water and water-alcohol mixtures are not good solvents for non-polar contaminants such as oils.
A possible alternative to TCA is MethyleneChloride (MEC – CH2Cl2). It has a rather low PEL, but it has a boiling point of 39.8°C. It must be kept into account that MEC is a very aggressive solvent; it can damage plastics and rubbers. Perchloroethylene is particularly suited for Cu after coming from machining. It has a high boiling point (121.1°C), is useful for dissolving heavy greases, and it can contain a large amount of water without degrading its solvency power. Solvents can be mixed to give synergistic cleaning actions: a typical blend used for metal vapor degreasing is the Azeotrope mixture of Freon™ TF with methylene chloride or with ethanol. Some solvents can react with the surface being cleaned. For example, Chlorinated solvents can react with water to form HCl which can react with many metals, particularly Al, Mg, Be, Zn , but also Cu and Te to form inorganic salts.
7. CHLORINATED AND CHLOROFLUOROCARBON SOLVENTS Chlorinated hydrocarbon solvents (Trichloroethylene) are preferred to hydrocarbon solvents for their lower flammability but there is concern with their toxicity and carcinogenic properties. Chlorofluorocarbons do not have carcinogenic problems and can used in large quantities also because they are less effective then chlorinates solvents in dissolving contaminants. 1,1,1-trichloroethane (TCA-CHCCl3, or methyl chloroform) is a common chlorinated solvent widely used in vapor degreasers. TCA has high Permissive Exposure Level (PEL), is classed as non-volatile, has low toxicity, but it has a high Ozone Depleting Potential (ODP) rating.
SUPERCRITICAL FLUIDS • If a gas, such as CO2, is compressed to its "critical pressure", it liquefies to become a "critical fluid". If it is also heated above its "critical temperature", it becomes a supercritical fluid. • Critical fluids and supercritical fluids are good solvents for many medium-molecular-weight, non-polar or slightly polar organics. Solubility parameter for which CO2 can vary from 0 in the gas phase to 10 under high pressure supercritical conditions (SCF-C02- critical point 31°C, 74 bar pressure). Values of 6-8 are typical. • Supercritical C02 fluid are stable; have low toxicity; minimal cost
SEMI-AQUEOUS CLEANERS • Semi-aqueous Clenears refer to solutions of natural or synthetic organic solvents, used in conjunction with water in some part of cleaning cycle. • Water immiscible semi-aqueous cleaners include: terpenes; high-molecular-weight esters; petroleum hydrocarbons; glycol esters. • Terpenes are natural hydrocarbons such as: the d-limonene; the alpha- and beta-pinenes, derived from citrus and pine oils. They may be as effective as the CFCs in many instances, but have a greater tendency to leave residues and suffer from the fact that they are slow drying. • Water miscible semi-aqueous cleaners are low-molecular-weight alcohols; ketones; esters; and organic amines. Acetone (CH3COCH3) removes heavy oils quite effectively but tends to leave a residue, that should be remnoved by a methanol rinse.
ULTRASONIC CLEANING • Jetting action of collapsing cavitation bubbles in contact with a surface to provide a high pressure jet of fluid against the surface. • Removes loosely adhering particles after a grinding or abrasive procedure and cam. be used with solvents to remove adsorbed contaminants. • Good for removal of large particles but less efficient as the particle size decreases into the submicron range. The cavitation bubbles are formed by the tension portion of an ultrasonic wave in a fluid media and grow with time. The size that can be attained depends inversely on the frequency and the surface tension of the fluid. High frequencies (>60 kHz) give smaller bubbles and a higher bubble density.
Typically 18-120 kHz transducers, at energy density ~ 20 W/lt fluid The size of cavitation bubbles in the fluid depends on the vapor pressure, surface energy, and temperature of the fluid. E.g. pure water at 60°C and 40 kHz has a maximum cavitation bubble size of about 100 mm if a surfactant is present, the bubble size is smaller due to the lowered surface energy. Ultrasonic cleaning must be used with care on TeO2 crystals, since the jetting action can produce high pressures that cause erosion and introduce fractures in the surface
MEGASONIC CLEANING • High frequency (>400 kHz) ultrasonic cleaning does not cause cavitation. Instead, the action consists of a train of wave fronts that sweep across a smooth surface producing disruption of the viscous boundary layers on the substrate surface by viscous drag. The resulting pressure is lower and does not hurt fragile surfaces. High frequency transducers can be focused to restrict the area of impact and allow lateral fluid flow from the area of concentration. • Megasonic cleaning utilizes high frequency (850-900 kHz) transducers to produce non-cavitating pressure waves. • Megasonic agitation system is applicable to smooth surfaces, but does not work well on configured surfaces where surface is shadowed from the pressure wave
RINSING • After any wet cleaning process the surface should be thoroughly rinsed in pure or ultrapure liquid, usually water, before allowing to dry. This avoids leaving residues on the surface. • A common rinsing technique is to use successive rinses (cascading rinsing) in pure or ultrapure water until the rinse water retains a high resistivity (e.g., >12 megohm). • After rinsing, the surface should be dried as quickly as possible since the residual water film on the surface will cause particles to stick to the surface and on drying the particles will adhere very tenaciously.
OZONE CLEANING • The use of oxidation by Ozone created by ultraviolet radiation at atmospheric pressure and low temperature has greatly simplified the production, storage and maintenance of hydro-carbon-free surfaces. • Historically the UV/0, cleaning process was developed because of the need to clean very delicate quartz oscillators. Any attempt to clean the quartz using physical contact caused breakage. • The short wavelength radiation causes bond scission in the hydrocarbon contaminants and generates ozone which reacts with carbon to form volatile CO and CO2.
REACTIVE PLASMA CLEANING AND ETCHING • Reactive plasma cleaning uses a reactive species in plasma to react with the surface to form a volatile species which evaporates at much lower T than those used for reactive gas cleaning. • Oxygen or hydrogen are often used for plasma cleaning while fluorine (from SF6, CF4, CHF3, C2F6 C3F8, or SF6) and chlorine (from HCl, CCl4, or BCl3) are used for plasma etching. • Oxygen (or air) plasmas are very effective in removing hydro-carbons and absorbed water vapor from surfaces. • When plasma is etching Cu, CuCl2 residue is left on the surface which can be volatilized by heating to above 200 °C.
ELECTROPOLISHING Jacquet proposed a simple mechanism for EP: Jacquet, P.A., Trans. Electrochem Soc, 69, 629, (1936) A viscous layer of anodic dissolution products is formed: Respect to the bulk of the electrolyte, this layer has higher viscosity and greater electrical resistivity • The thickness of the liquid insulating layer is greater in crevices than on projections. • The current density on projections it is higher than in crevices. • For this reason, projections dissolve more rapidly than crevices, and this produces a surface-leveling effect.
Search for the best polishing conditions: Manipulation of film build-up conditions in micro-EP P. J. Lee Applied Superconducting Center, University of Wisconsin-Madison EP can be broken down in 2 different processes: Macro-EP and Micro-EP Great care must be paied for stable and controlled EP conditions. This is sometime impossible for multi-phase/elements materials. A new method: periodic cycles of macro-EP and micro-EP by a right balancement of film dissolution and film creation. Rapid oscillations from low current regimes (where there is a film build-up) to high current regimes (where there is film removal) P. J. Lee, Proc. Microscopy &Microanalysis ’96, Bayley et al, p.1028; UW-ASC publ. 357
Automatic control of plateau by locking on the minimum of differential conductivity V. Palmieri, S. Stark, F. Stivanello, INFN-LNL The I-V Polarization curve and its derivative are computer monitored The working point is chosen as the minimum of the differential conductance of the bath, that corresponds to the point of maximum resistance of the viscous layer (proceedings of Tsukuba SRF 2001)
The I-V characteristic evolves with time The voltage value corresponding to the minimum of differential conductance and the relative current value
I-V characteristic for a Copper cavity (circles); Plot of the dI/dV (continuous line) and of I/V (shaded line) versus voltage
: Typical table displayed on the computer screen controlling the electropolishing processes. The curve on the top left is the I-V characteristics; the curve on the bottom left is the derivative of current versus voltage. The numbers on the top-right are the process parameters; the knobs at the bottom-right are needed for settling the starting point
Surface Cleaning of CUORE Components Copper Frames TeO2 Crystals • Plasma Cleaning • Ion Gun Cleaning • Tumbling • US degreasing • Electropolishing • US Rinsing • Chemical Polishing • Passivation • US Rinsing • Plasma Cleaning • Ion Gun Cleaning • Total Amount of people working at the moment: • V. Palmieri • F. Stivanello • G. Keppel • V. Rampazzo • P. Menegatti • R. Baracco