Download
1 / 21
270 likes | 757 Vues
Reduction of Manufacturing Time of Wagon-Tippler. Tanmoy Das 08IM6020 Industrial Engineering And Management. Company Profile. TRF Limited, a TATA Enterprise, originally TATA-ROBINS-FRASER Limited was promoted in 1962.

E N D
Reduction of Manufacturing Time of Wagon-Tippler Tanmoy Das 08IM6020 Industrial Engineering And Management
Company Profile • TRF Limited, a TATA Enterprise, originally TATA-ROBINS-FRASER Limited was promoted in 1962. • TRF, is a pioneer in India to provide solutions in bulk material handling/processing systems and equipments and Port and Yard equipments. • It provides engineering solutions in the processing plants for core industries like power, mines, ports, steel, cement and fertilizers, dam construction, chemicals/ processes etc.
PRODUCT RANGE OF TRF • Vibrating Equipment -Mechanical • Vibrating Equipment-Electromagnetic • Crushers • Underground Mining Vehicles • Wagon Tipplers • Apron Feeders • Plough Feeders • Rotary Table Feeders etc.
Current Production Life cycle Order from the customer Issue of SODS (Sales Order Data-Sheet) Drawing of the product Purchase Requisition and Purchase order Instruction– Sheet to shop-floor Manufacturing Dispatch
Problem statement Reduction of high manufacturing time for wagon-tippler. Problem description: Main time consuming areas are- • Design of equipments • Production planning • Procurement of items from outside • Manufacturing (non-productive time) • Assembly
Literature Survey • Sarin and Lefoka (1993) worked on job shop scheduling problem to develop a heuristic approach for developing the priority sequence of jobs with a view of minimizing make span. • Rajendran (1996) developed efficient and new dispatching rules to minimize mean flow time, maximum flow time, variance of flow time and proportion of tardy jobs.
Literature Survey cont.. • Kumar and Srinivasan (1995) worked on this type of problem and used GA (Generic Algorithm ) to solve the problem. • Naderi and Jolai (2008) developed a Variable Neighborhood Search (VNS) considering the setup times to minimize the make span.
Objective • To reduce manufacturing make span for different equipments. • To reduce high non-productive time. • Identify and reduce the unnecessary work elements • Identify and standardize the items with high production volume and manufacture in a lot to reduce setup time.
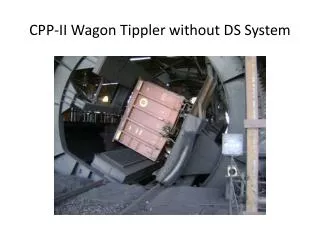
TOP CLAMP SIDE BEAM END RING WAGON MOTOR CRADLE WAGON TIPPLER
TOP CLAMP SIDE BEAM END RING WAGON CRADLE MOTOR PARTS OF WAGON TIPPLER
Main Four Workstation of Manufacturing Preparation Bending, Drilling, Boring Welding Inspection
A typical work station Node Transformation Input objects Output objects Parameters No. of m/cs No of Workers Total available time in a shift Decision Agent
Node Node Decision Agent Decision Agent Global Decision Agent
Problem Formulation • Let us consider • There are ‘n’ workstation. • Each part will pass through all the ‘n’ workstations. Decision will be taken in two levels, Global decision agent will try to minimize the make span. Local decision agent will try to assign parts in m/c depending upon m/c and worker availability.
For the Local decision agent, • Assign the jobs to machines with min setup times S1,S2,S3… Sm • S1<=S2<=S3…..<=Sm • Considering • .
Notations • S1,S2,..,Sm are the setup time of part j in workstation i • Mi = available worker in workstation j • Mi,j = worker required for part j in w/s i • Ni = available machines in w/s i • dj = 1 if part j is loaded in w/s i =0 if part j is not loaded in w/s i
For the Global decision agent, • Objective is to minimize total make span • Subjected to Fi-1 ≤ Fi – ti • Si is the setup time of part j in w/s i • Fi = finish time of part j in w/s i • di = processing time of part j in w/s i
Reference • SARIN, S. and LEFOKA, M. (1993), “Scheduling heuristic for the n –Job m-Machine flow shop”, International Journal of Management Science, Vol. 21, No. 2, pp. 229-234. • Kumar, N.S.H. and Srinivasan, G. (1996), “A genetic algorithm for job shop scheduling - A case study”, Computers in Industry, Vol. 31, pp. 155-160. • Holthaus, O. and Rajendran, C. (1997),“Efficient dispatching rules for scheduling in a job shop”, International Journal of Production Economics , Vol. 48, pp. 87-105.