Download
1 / 28
280 likes | 386 Vues
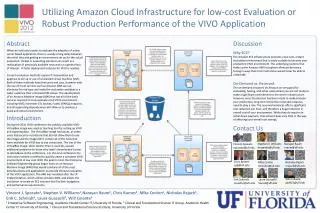
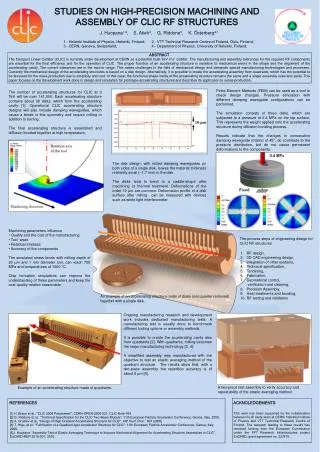
Abstract. High-Precision Magnet Production at BINP Alexandr Starostenko, Budker Institute of Nuclear Physics, Russia The brief technology of magnet production are presented. 127 standard (66 mm bore radius) quadrupole magnets were built at BINP. The technology includes the following steps:

E N D
Abstract High-Precision Magnet Production at BINP Alexandr Starostenko, Budker Institute of Nuclear Physics, Russia The brief technology of magnet production are presented. 127 standard (66 mm bore radius) quadrupole magnets were built at BINP. The technology includes the following steps: • Lamination punching • Yoke halves gluing • Coils manufacturing Magnet tuning on magnetic measurement stand by insertion chromium-copper bars between poles and movable pose pieces. Statistic of all magnets field harmonic measurement are presented also.
BUDKER INSTITUTE OF NUCLEAR PHYSICSNOVOSIBIRSK, RUSSIA High-Precision Magnet Production at BINP A.Starostenko
Outline • The technology overview • Lamination manufacturing • Yoke halves gluing • Coils manufacturing • Magnet tuning on magnetic measurement stand • Some comments • Statistic of magnetic measurement • Conclusion
The steps of production Lamination manufacturing Yoke halves gluing Yoke with coils assembly Magnet tuning on magnetic measurement stand Final assembly (pinning, water lines brazing…)
Lamination manufacturing The punching is not so easy…
Lamination Punching Blankplate Rough lamination Fine lamination Blank plate should be straightened before lamination punching !!
Lamination sorting This sorting provide the similar magnetic properties for both halves in magnet, Δa3<1 unit for all magnets (was 3-4 units)
The reference surfaces are marked by Red dotted. The tolerance of reference surfaces is about 5 µm Stacking fixture This spacer should be larger than pole gap by 20 µm The lamination should be cleaned before stacking!! (by benzine-alcohol mix)
Shrinking Gap between poles Δ=30 µm per welding line 700 mm
Magnets tuning • Check the magnetic symmetry (top-bottom, left-right) • Correct it if necessary (by selection yoke halves and mid-plane spacers) • Tune a3, b4 harmonic terms by chromium-copper insertions • Fine harmonic tune by nose pieces moving No chance make good magnet without good magnetic measurement! All tuning operation realized on Magnetic Measurement Stand!
Chromium-copper bar insertions • Size of bar insertions controls volume of harmonics a3 and b4. • Insertions increase stability of pole position during reassembly. (repeatability of all harmonic terms about 0.2 units) Chromium-copper bars Chromium-copper bars should be larger than pole gap at least on 20 µm!!
Chromium-copper bar insertions Size of mid-plane spacers define width of bar insertions
Nose pieces. As harmonic tune instrument • Nose pieces chamfer machining is easy and time saving. • One nose pieces can be easy replaced by another one. • Increase gradient integral • Nose pieces can use as additional instrument for 3 and 4 harmonics term fine tuning (±1 unit).
Coils manufacturing Coil manufacturing requires fine tuning…
Some other items Different method of Material treatment provide different magnetic properties degradation. Was found that nose pieces produced by EDM provide bigger contribution to field integral than original punched, and produced by milling – smaller. The number of yoke pins is too much – for magnet stability quite enough two pins on each mid-plane spacer Deburring of punched lamination has negligible effect on yoke packing factor
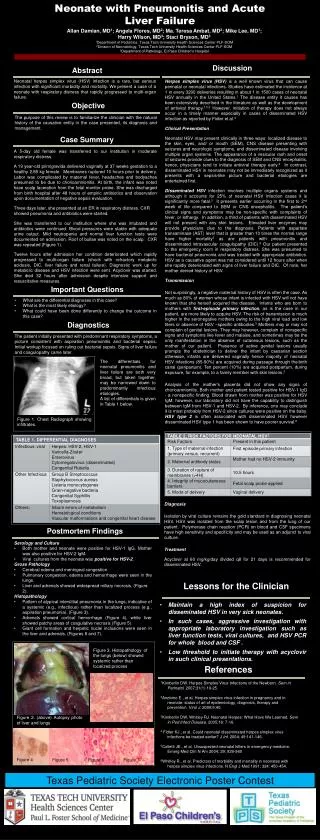
Statistic of magnetic measurements results Single Coils Short (9801 and 9802) Double Coils Long (9804 and 9807) Double Coils Short (9810 and 9813)
Statistic of 9801 and 9802 (60pcs) Circle – mean value, vertical line – sigma, “x” –min and max
Statistic of 9804 and 9807 (60pcs) Circle – mean value, vertical line – sigma, “x” –min and max
Conclusion • The technology is adequate to the Spec • Field quality of all produced magnets (127pcs) within Spec • Reassembly change harmonics not more than 0.2 units • Most of minor discrepancies (like rust) was solved