RAPID PROTOTYPING
RAPID PROTOTYPING. IME 545 CASE STUDY. CONTENTS. What is Rapid Prototyping (RP)? Why Would You Use RP? Growth of RP in Last 10 Years Types of RP Machines Available System Designs Materials Used Examples How much do they cost? Obstacles Yet to Overcome for RP References.

RAPID PROTOTYPING
E N D
Presentation Transcript
RAPID PROTOTYPING IME 545 CASE STUDY
CONTENTS • What is Rapid Prototyping (RP)? • Why Would You Use RP? • Growth of RP in Last 10 Years • Types of RP Machines Available • System Designs • Materials Used • Examples • How much do they cost? • Obstacles Yet to Overcome for RP • References
Rapid Prototyping (RP) Defined • What is rapid prototyping? • It is a process that creates parts in an additive, layer-by-layer manner. • A special class of machine technology that quickly produces models and prototype parts from 3-D data using an additive approach to form the physical models. • Rapid prototyping (RP) is a relatively new class of technology used for building physical models and prototype parts from 3D CAD data. Unlike CNC machines tools, which are subtractive in nature, RP systems join together liquid, powder and sheet materials to form complex parts. Layer by layer, RP machines fabricate plastic, wood, ceramic, and metal objects based on thin horizontal cross sections taken from a computer model.
WHY USE RP? • The obvious benefit of rapid prototyping is speed. • Rapid prototyping quickly delivers a better design communication tool, the physical prototype quickly and clearly communicates all aspects of a design. • Rapid prototyping facilitates the early detection and correction of design flaws. • In its simplest form, the benefit of rapid prototyping is confidence in the integrity of the design.
Growth of RP in Last 10 Years • 10 Years ago • Eleven companies manufactured and sold RP machines. Four were from the U.S., four from Japan, and one each from Germany and Israel. • RP system manufacturers in total sold 157 machines worldwide. Sales of RP products and services were an estimated $99.3 million. • Worldwide, about 80 companies operated as RP service providers. • Thirty-eight universities, government laboratories and corporations around the globe had researched or developed some aspect of RP technology. • Today • Last year, 28 companies manufactured and sold RP machines. Eleven were from the U.S.; seven from Japan; four from Germany; three from China; and one each from Singapore, Sweden, and Israel. • In 2003, sales are expected to exceed 1,400 units. Sales for 2003 were forecast at $590 million. • At the end of 2001, an estimated 397 service providers were in place. • Through the end of last year, a conservative estimate of more than 500 organizations worldwide had developed some facet of RP equipment, software, or materials technology. • A $1,000 prototype in 1993 now sells for as little as $150 to $250.
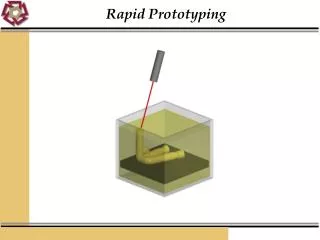
STEREOLITHOGRAPHY (SLA) • Stereolithography is the most widely used rapid prototyping technology. • Stereolithography builds plastic parts a layer at a time by tracing a laser beam on the surface of a vat of liquid photopolymer. The photopolymer material quickly solidifies wherever the laser beam strikes the surface of the liquid. • Once one layer is completely traced, it's lowered a small distance into the vat and a second layer is traced right on top of the first. • The self-adhesive property of the material causes the layers to bond to one another and eventually form a complete, three-dimensional object after many such layers are formed.
STEREOLITHOGRAPHY (SLA) • Some objects have overhangs or undercuts which must be supported during the fabrication process by support structures. • Supports are either manually or automatically designed and fabricated right along with the object. Upon completion of the fabrication process, the object is elevated from the vat and the supports are cut off. • Stereolithography generally is considered to provide the greatest accuracy and best surface finish of any rapid prototyping technology. • Over the years, a wide range of materials with properties mimicking those of several engineering thermoplastics have been developed. Ceramic materials are currently being developed. • The technology is also notable for the large object sizes that are possible.
On the negative side, working with liquid materials can be messy. Parts often require a post-curing operation in a separate oven-like apparatus for complete cure and stability. Supports must be removed from part. Manufacturers of SLA Equipment 3D Systems Light Sculpting Sony Precision Technology America Teijin Seiki , JapanD-MEC, Japan Denken Engineering Unirapid, Japan Meiko, Japan Autostrade Limited, Japan Objet Geometries, Israel Envision Technologies GmbH, Germany microTEC, Germany F&S Stereolithographietechnik GmbH, Germany STEREOLITHOGRAPHY (SLA)
STEREOLITHOGRAPHY (SLA) • SLA Materials • Photopolymers are imaging compositions based on polymers/oligomers/monomers which can be selectively polymerized and/or crosslinked upon imagewise exposure by light radiation such as ultra-violet light.
FUSED DEPOSITION MODELING (FDM) • FDM is the second most widely used rapid prototyping technology, after stereolithography. • A plastic filament is unwound from a coil and supplies material to an extrusion nozzle. The nozzle is heated to melt the plastic and has a mechanism which allows the flow of the melted plastic to be turned on and off. The nozzle is mounted to a mechanical stage which can be moved in both horizontal and vertical directions. • As the nozzle is moved over the table in the required geometry, it deposits a thin bead of extruded plastic to form each layer. • The plastic hardens immediately after being squirted from the nozzle and bonds to the layer below. • The entire system is contained within a chamber which is held at a temperature just below the melting point of the plastic.
FUSED DEPOSITION MODELING (FDM) • Several materials are available for the process including ABS and investment casting wax. • ABS offers good strength, and more recently polycarbonate and polysulfone materials have been introduced which extend the capabilities of the method further in terms of strength and temperature range. • Support structures are fabricated for overhanging geometries and are later removed by breaking them away from the object. A water-soluble support material which can simply be washed away is also available. • The method is office-friendly and quiet. FDM is fairly fast for small parts on the order of a few cubic inches, or those that have tall, thin form-factors. It can be very slow for parts with wide cross sections, however. The finish of parts produced with the method aren't quite on a par with stereolithography.
FUSED DEPOSITION MODELING (FDM) • Can be used in any office environment without special venting or facility requirements. • Material used typically is ABS • Automatic postprocessing is available that allows you to dissolve temporary support structures rather than manually remove them. • Dr. Ryan Brown of ISU has this model. • Z CORP is a representative manufacturer of FDM RP machines.
Materials ABS, Acrylonitrile-butadiene-styrene ABS is a common end-use thermoplastic material with considerable durability. This material is ideal for a variety of modeling and prototyping activities due to its stiffness and ease of finishing. ABS Materials Specifications: Tensile Strength 5,000 psi Tensile Modulus 360,000 psi Elongation 50.00% Flexural Strength 9,500 psi Rockwell Hardness R105 Vicat Softening Point 220 (v) Specific Gravity 1.05 g/cc Polysulfone This tough, rigid, high-strength thermoplastic has a heat deflection temperature of 343°F (174°C), and maintains its properties over a wide temperature range. Transparent, opaque and glass-fiber reinforced grades are available. FDM MATERIALS
FDM MATERIALS • Polycarbonate • The material out of which CDs and CD-ROMs are made. • A thermoplastic polymer resin that is linear polyester of carbonic acid. • Polycarbonate is a transparent, nontoxic, non-corrosive, heat resistant, high impact strength plastic; it is generally stable, but may be subject to attack by strong alkalis and some organic hydrocarbons.
INKJET (THERMAL PHASE CHANGE) • This machine uses a single jet each for a plastic build material and a wax-like support material, which are held in a melted liquid state in reservoirs. • The liquids are fed to individual jetting heads which squirt tiny droplets of the materials as they are moved in X-Y fashion in the required pattern to form a layer of the object. The materials harden by rapidly dropping in temperature as they are deposited. • After an entire layer of the object is formed by jetting, a milling head is passed over the layer to make it a uniform thickness. Particles are vacuumed away as the milling head cuts and are captured in a filter. • The process is repeated to form the entire object. After the object is completed, the wax support material is either melted or dissolved away.
INKJET (THERMAL PHASE CHANGE) • The most outstanding characteristic of inkjet systems is the ability to produce extremely fine resolution and surface finishes, essentially equivalent to CNC machines. • The technique is very slow for large objects. While the size of the machine and materials are office-friendly, the use of a milling head creates noise which may be objectionable in an office environment. • All thermal phase change inkjets have material limitations and make fragile parts. The applications range from concept models to precise casting patterns for industry and the arts, particularly jewelry. • 3D Systems is a representative manufacturer of Inkjet RP machines.
INKJET– (PHOTOPOLYMER WIDE AREA HEAD) • The process is based on photopolymers, but uses a wide area inkjet head to layerwise deposit both build and support materials. It subsequently completely cures each layer after it is deposited with a UV flood lamp mounted on the print head. • The support material, which is also a photopolymer, is removed by washing it away in a secondary operation. The low initial system price, approximately $65K, and specifications that are similar to laser-based stereolithography systems costing ten times as much make this an important technology to watch. • Objet Geometries Ltd., is a representative manufacturer of wide area inkjet RP machines.
SELECTIVE LASER SINTERING (SLS) • Thermoplastic powder is spread by a roller over the surface of a build cylinder. The piston in the cylinder moves down one object layer thickness to accommodate the new layer of powder. • The powder delivery system is similar in function to the build cylinder. Here, a piston moves upward incrementally to supply a measured quantity of powder for each layer. • A laser beam is then traced over the surface of this tightly compacted powder to selectively melt and bond it to form a layer of the object. • The fabrication chamber is maintained at a temperature just below the melting point of the powder so that heat from the laser need only elevate the temperature slightly to cause sintering. This greatly speeds up the process. The process is repeated until the entire object is fabricated.
SELECTIVE LASER SINTERING • After the object is fully formed, the piston is raised to elevate it. Excess powder is simply brushed away and final manual finishing may be carried out. • No supports are required with this method since overhangs and undercuts are supported by the solid powder bed. • SLS offers the key advantage of making functional parts in essentially final materials. However, the system is mechanically more complex than most other technologies.
SELECTIVE LASER SINTERING • Materials • A variety of thermoplastic materials such as nylon, glass filled nylon, and polystyrene are available. The method has also been extended to provide direct fabrication of metal and ceramic objects and tools. • Since the objects are sintered they are porous. It may be necessary to infiltrate the part, especially metals, with another material to improve mechanical characteristics. Impellers for an aerospace application directly fabricated by selective laser sintering (SLS).
3Dimensional Printing • Three dimensional printing was developed at MIT. It's often used as a direct manufacturing process as well as for rapid prototyping. • The process starts by depositing a layer of powder object material at the top of a fabrication chamber. To accomplish this, a measured quantity of powder is first dispensed from a similar supply chamber by moving a piston upward incrementally. The roller then distributes and compresses the powder at the top of the fabrication chamber. • The multi-channel jetting head subsequently deposits a liquid adhesive in a two dimensional pattern onto the layer of the powder which becomes bonded in the areas where the adhesive is deposited, to form a layer of the object.
3Dimensional Printing • Once a layer is completed, the fabrication piston moves down by the thickness of a layer, and the process is repeated until the entire object is formed within the powder bed. After completion, the object is elevated and the extra powder brushed away leaving a "green" object. No external supports are required during fabrication since the powder bed supports overhangs. • Three dimensional printing offers the advantages of speedy fabrication and low materials cost. In fact, it's probably the fastest of all RP methods. Recently color output has also become available. However, there are limitations on resolution, surface finish, part fragility and available materials.
3Dimensional Printing • 3D printing is a less costly and less capable variation of rapid prototyping (RP) technology. • Vendor companies are positioning them as machines that can give you a quick and inexpensive model early in the design process. • Because of their relatively low cost, small size, and office friendliness, user companies are installing them in offices near their CAD systems. • The results of finite element analysis are being applied to RP using Z Corp.'s Z402C color 3-D printer. The effect is an easily interpreted FEA stress plot. • Example products are the Z402C from Z Corporation, Dimension from Stratasys, QuadraTempo from Objet Geometries, and ThermoJet from 3D Systems. • Materials are plaster or starch based and can be infiltrated with wax, polyurethane or epoxy.
LAMINATED OBJECT MANUFACTURING (LOM) • The paper is unwound from a feed roll onto the stack and first bonded to the previous layer using a heated roller which melts a plastic coating on the bottom side of the paper. • The profiles are then traced by a laser optics system that is mounted to an X-Y stage. • After cutting of the layer is complete, excess paper is cut away to separate the layer from the web. Waste paper is wound on a take-up roll. • The method is self-supporting for overhangs and undercuts. • Areas of cross sections which are to be removed in the final object are heavily cross-hatched with the laser to facilitate removal. It can be time consuming to remove extra material for some geometries, however.
LAMINATED OBJECT MANUFACTURING (LOM) • In general, the finish, accuracy and stability of paper objects are not as good as for materials used with other RP methods. However, material costs are very low, and objects have the look and feel of wood and can be worked and finished in the same manner. • This has fostered applications such as patterns for sand castings. While there are limitations on materials, work has been done with plastics, composites, ceramics and metals. Some of these materials are available on a limited commercial basis. • The principal commercial provider of LOM systems, Helisys, ceased operation in 2000. However, there are several other companies with either similar LOM technology, or in early commercial stages. • Cubic Technologies is a representative manufacturer of LOM RP machines. Terrain model of the earth fabricated by laminated object manufacturing (LOM).
LASER ENGINEERED NET SHAPING (LENS) • Laser Engineered Net Shaping (LENS) technologies are in early stages of commercialization. • A high power laser is used to melt metal powder supplied coaxially to the focus of the laser beam through a deposition head. • The laser beam typically travels through the center of the head and is focused to a small spot by one or more lenses. The X-Y table is moved to fabricate each layer of the object. • The head is moved up vertically as each layer is completed. Metal powders are delivered and distributed around the circumference of the head either by gravity, or by using a pressurized carrier gas. • An inert shroud gas is often used to shield the melt pool from atmospheric oxygen for better control of properties, and to promote layer to layer adhesion by providing better surface wetting.
LASER ENGINEERED NET SHAPING • A variety of materials can be used such as stainless steel, Inconel, copper, aluminum and titanium. • The strength of the technology lies in the ability to fabricate fully-dense metal parts with good metallurgical properties at reasonable speeds. • Objects fabricated are near net shape, but generally will require finish machining. • They have good grain structure, and have properties similar to, or even better than the intrinsic materials. • Selective laser sintering (SLS) is at present the only other commercialized RP process that can produce metal parts directly. • LENS forming methods have fewer material limitations than SLS, don't require secondary firing operations as some of those processes do, and can also be used to repair parts as well as fabricate them. Titanium Engine Valves
EXAMPLES • DentistryCynovad (Montreal, Canada) announced an agreement to purchase several hundred ThermoJet printers from 3D Systems (Valencia, CA), which are to be re-branded as WaxPro. Cynovad is the exclusive reseller of these machines to the more than 50,000 dental labs around the world for the production of crowns, bridges and other types of dental restorations. The machines produce wax patterns needed for the investment casting process. • Formula 1 RacecarsIn England, a service provider named 3T RPD (Berkshire, UK) is using RP to supply parts for the Jordan-Honda Formula 1 racecars. Some of the 20 different parts are used as prototypes, but many are produced as final production parts for cars built to win races. These parts include replacement panels that form aerodynamic skins, cooling ducts and electrical boxes. According to 3T RPD president Tim Plunkett, the company is supplying Jordan-Honda with an average of 35 laser sintered parts per week with a typical deliver of only 48 hours.
EXAMPLES • Custom FiltersUsing 3-D printing (3DP) technology from the Massachusetts Institute of Technology (MIT), Specific Surface (Franklin, MA) is manufacturing highly complex ceramic filters that are applied to everything from making soy sauce to filtering diesel emissions. Using its CeraPrint process, Specific Surface produces filters in quantities of 10 to 100,000. • Toxicology StudiesDoug Greenwood of Product Development Service (Durham, NC) has used DSM Somos' (New Castle, DE) WaterClear material to model a human nasal passage for CIIT Centers for Health Research. The transparency of the cured photopolymer permits visualization of air and particulate flow for improved understanding of chemical interaction with the nasal membrane. Both companies believe that the complexity of this internal passage makes it nearly impossible to physically model using any method other than RP.
EXAMPLES • Miniature PartsRP processes are producing very small parts, some as tiny as a red blood cell. The University of Southern California is using a process it calls electrochemical fabrication that electro-deposits nickel layer-by-layer using a masking technique. With this method, it is possible to produce working mechanisms that measure 100 microns (0.004 inch) in height. • World's Smallest RobotUsing stereolithography, Sandia National Laboratories (Albuquerque, NM) has built what it believes is the world's smallest untethered robot. The mobile unit weighs less than one ounce and measures 0.25 cubic inch. • Hearing AidsMany of the major manufacturers of hearing aids are in the early stages of using RP to mass customize their products in impressive volumes. Some of these companies produce more than 1,000 in-the-ear hearing aids per day, each being unique in its shape and size. A silicone rubber impression of the ear canal is digitized with an optical scanner, which leads to an STL file and RP for the rapid production of the hearing aid shell. • Burn MasksRP is being using to produce custom-fit masks that reduce scarring on burn victims. The process begins by digitizing the patient using non-contact optical scanning. The scan data is used to produce an RP model of a mask that fits perfectly to the patient's face.
EXAMPLES • RP for the Production of Finished Manufactured PartsAn increasing number of companies have demonstrated RP's ability to produce finished goods. These progressive companies have laid the groundwork for others to follow. Additional examples include: Technikon Free State (Bloemfontein, South Africa) using laser sintering to manufacture a monitoring device for fitness centers; and a user of Stratasys' (Eden Prairie, MN) FDM Titan producing a polycarbonate replacement pulley for an industrial belt sander. • Growing Demand in the Medical IndustryMany medical applications demand some level of personal customization, and RP has demonstrated the ability to address this need. Andy Christensen of Medical Modeling LLC (Golden, CO) says the demand for RP models in the medical industry has doubled during the past two to three years. Align Technology (Santa Clara, CA) has developed more than one million RP models, using its stereolithography machines to produce its Invisalign invisible plastic aligners for straightening adult teeth. Separately, Interpore Cross International (Irvine, CA), a medical device company, is using seven ModelMaker machines from Solidscape (Merrimack, NH) to manufacture spinal implants. • Micro PartsWith computers and hand-held electronic devices shrinking, the appetite for small parts grows. RP's style of building parts in layers, coupled with lasers, makes it possible to produce very small parts and assemblies that are highly complex. The number of activities in this area suggests that a trend is developing for the production of miniature parts through RP for wide ranging applications and products such as actuators and sensors.
Produce a truly push-button system. Build metal parts and tools directly. We have experienced some impressive progress throughout the past few years, but many would argue that the development of machines that produce metal parts leaves room for improvement. Accept smooth surface data from the CAD systems. RP systems still do not accept mathematically smooth surface data. Fortunately, the cost and performance of desktop computers have improved so much that it is no longer a problem to reduce the triangular facet size in STL models to the point at which the surfaces appear smooth. RP vendors must become fiscally sound. Today, most companies in the business of manufacturing RP systems continue to struggle. Improve the price/performance ratio. Vendors continue to introduce new machines that give customers a bigger bang for the buck. Many customer prospects have voiced their views on the idea of a low-cost machine. To some, low cost means $20,000. To others, it means $2,000. We have yet to reach either milestone, although we are closing in on the first one. Obstacles Yet to Overcome for RP
FUTURE OF RP • In analyzing the computer industry, Bill Gates once said that people tend to over estimate what will happen in three years and underestimate what will occur in six. 10 Predictions for the Future of RP • 1. The "chasm" is crossed. The gap in the technology lifecycle adoption curve is created by the difference in decision-making style between risk-taking early adopters and the majority. Until the chasm is bridged, technology cannot gain the momentum that propels it into wide use. • 2. A 24 percent decline in system manufacturers. Survival for today's 28 RP machine manufacturers is not guaranteed. Several are on life support and are unlikely to sustain existence in their present form. Nine of the current vendors will fail or be acquired by another organization. • 3. A Fortune 500 company explodes onto the stage. The RP industry will become too attractive for major players to ignore. 3D Systems may have enabled this development by paving the way for Canon. On June 14, 2000, 3D Systems announced that Canon Sales Company would market ThermoJet systems in Japan. Canon may be using this distribution strategy to survey the RP landscape to plan its entry into the world of 3-D printing. Whether it's Canon, Hewlett-Packard or Fuji-Xerox, an established company will manufacture, distribute and support a 3-D printer.
FUTURE OF RP • 4. A common tool in education. A significant plunge in the price of an RP machine will make it possible for even the most budget-strapped schools to claim ownership. With special educational offers, hundreds of public and private schools throughout the U.S. will purchase an inexpensive, but impressively functional, 3-D printer. • 5. Intolerance for the three H's. Hazards, hassles and headaches will not be tolerated. • 6. The Internet takes hold of RP transactions. Overburdened project engineers will not have the luxury of spending days to secure quotes, outsource prototypes and manage the supply chain. Using the wide-reaching power of the Internet, corporations will gain confidence that they are receiving the best value for their money. • 7. In living color. The preference for color is obvious; color photography, color charts and graphs, color monitors and color CAD models. Color enhances the communication potential for RP. The results of finite element analysis are being applied to RP using Z Corp.'s Z402C color 3-D printer. The effect is an easily interpreted FEA stress plot.
FUTURE OF RP • 8. Digital supercedes physical. Already, digital models (e.g., CAD solid modeling) have reduced the need for physical models and prototype parts. Today, companies routinely produce multiple versions of a new design, digitally, before it is fabricated. As CAD and computer simulation tools improve, and as product development teams are forced to further reduce time-to-market, the number of prototypes will shrink. • 9. Unthinkable applications emerge. The vast array of potential applications is exciting. Organizations will rely on methods of RP for sculpture, architecture, mold flow analysis, molecular modeling and a wide array of other interesting and unusual uses. Breakthrough applications have already emerged. RP has been used in forensics to solve murder mysteries; it is a critical component in creating "invisible" braces for orthodontics; and it has helped those in dire medical situations. • 10. RP translates to Rapid Production. Perhaps solid freeform fabrication is a better term to describe the class of technology that we today refer to as RP. Indeed, rapid prototyping is the single largest application of this technology, but it can extend well beyond prototyping. In six years, companies will routinely use methods of RP for the production of manufactured parts. Investigations are already under way for the appropriate use of RP to manufacture relatively small parts in volumes of hundreds and even thousands. Mass customization - should it ever be realized - will most likely rely on some form of the technology that we know today as rapid prototyping.
Rapid Prototyping & Tooling Service Providers • Accelerated Technologies, Inc. (ATI) Visual models, functional prototypes, and tooling capabilities; 16 SLS and SLA machines. • AeroMet Laser additive manufacturing of titanium alloy structures. • Aerosport CNC milling, stereolithography, RTV molding, vacuum forming, fiberglass and composites, custom finishing, 3D modeling, industrial design, and mechanical engineering. • Aristo Cast Producer of investment castings, including low volume prototypes and high volume production quantities. • Arptech Uses Genisys Xs to produce physical models from CAD data; located in Australia. • ARRK Product Development Rapid prototyping, CAD/CAM, CNC, machining, fabricated prototypes, vacupressure molding, and complete product finishing. • Applied Rapid Technologies Corp 3D design services, stereolithography, vacuum cast urethane parts, and rapid "bridge" tooling for injection molded plastics.Automated 3D Modeling Rapid production of accurate models from CAD systems suitable for prototypes and rapid tooling; owns and operates Rapid ToolMaker from Sanders Design International. • Bastech CAD, engineering, SLA, SLS, plastic and metal reproductions, prototype tooling, and short-run injection molding. • Bertrandt German company with a wide range of services for the complete development of an automobile.
Rapid Prototyping & Tooling Service Providers • CAM-LEM Uses a special lamination process to manufacture components, prototype molds, and tooling in metal or ceramic directly from a 3D CAD file. • C.ideas FDM services. • Clinkenbeard & Associates Rapid prototyping, tooling, CNC, castings. • Conceptual Reality SLA, FDM, SLS, composite, kirksite, silicone rubber, zinc/aluminum plaster casting, spray metal, sand casting, injection molding, cast urethane, and investment casting. • Design Prototyping Technologies SLA, SLS, urethane and rapid metal castings, composite tooling. • Eagle Design & Technology Assist industry in the design/build process from, prototype to production. • Ekco Plastics SLA, FDM, LOM, design services, rapid tooling, mold design, moldmaking, plastics molding, and seminars. • Engineering & Manufacturing Services (EMS) 3D printed parts from Z Corp's color machine. • Experimental Factory Research, testing, demonstration, and service center in Magdeburg, Germany. • Express Pattern Stereolithography parts, foundry patterns, and QuickCast investment casting patterns for a variety of foundries and manufacturers. • FineLine Prototyping High-resolution small-spot stereolithography for the medical device and electrical connector industries. • Fusion Engineering Rapid tooling and 3D prototyping for the plastic injection molding and die casting industries. • Harvest Technologies Concept and functional models, investment and sand casting patterns, and patterns for soft tooling; SLS, CNC.
Rapid Prototyping & Tooling Service Providers • Hoerdler Rapid Engineering German company offering laser sintering, stereolithography, aluminum-filled epoxy tooling, vacuum casting, and CNC machining. • INCS A leading CAD and RP service and sales company in Japan. • Javelin Architectural models, medical and anatomical prototypes, high-end CAD verification, sculpted art pieces, and invention concepts. • Laser InnovationsThird-party service and support of Coherent Ion laser systems and solid state laser system integration. • Laser Reproductions Rapid product development; SLA. • M2 Systems Custom jewelry and product development services using CAD, an RP machine from Solidscape and CNC machining. • Metalcast Engineering Plastic injection molding, stereolithography, machined models, and metal casting prototypes. • Morris Technologies Prototyping, metal casting, and low volume manufacturing; SLA, LOM.National RP Support Hardware and software support on all models of the SLA and peripherals. • Paramount Industries Industrial design and mechanical and manufacturing engineering, complimented by product development and manufacturing services. • PERIDOT Engineering service bureau that provides product and tool design and development. • PMLVirtual prototyping, tooling, digitizing, reverse engineering, and inspection; LOM, FDM, CNC. • ProtoCast Create aluminum, zinc, and magnesium prototype castings without the expense of hard tooling • Protosys Technologies Private LimitedCAD/CAM, RP, RTV silicone rubber tooling, and epoxy tooling in India.
Rapid Prototyping & Tooling Service Providers • Prototech EngineeringSilicone rubber molding, spray metal tooling, and prototype metal castings; SLA, LOM. • Proto TechnologiesUrethane casting; SLA, CNC. • Quickparts.com Instant online quotes, RP, cast urethane parts, injection molded parts, die cast and sheet metal parts, and CNC machined prototypes. • Rapid Prototyping CenterFirst company in Finland to provide RP services. • Rapid SolutionsSilicone rubber tooling and epoxy tooling; SLA. • Rapid Tooling Technologies Rapid tooling inserts using the 3D Keltool process. • 3Dimensional Engineering Engineering services, SLA, Actua, and rapid tooling. • 3D-CAM Design, SLA, SLS, RTV tooling, CNC machined tooling, aluminum epoxy tooling, Zap tooling, urethane casting, injection molding, QuickCast, and sand casting. • Shared Replicators SLA and FDM (with ABS, polycarbonate, and polyphenylsulfone). • Solid ConceptsSilicone rubber tooling, TrueCast epoxy tooling, and aluminum tooling; SLA, CNC. • Soligen Technologies Offers a process called Direct Shell Production Casting (DSPC) for metal castings. • Specific SurfaceAdvanced computer controlled technology called CeraPrint based on MIT's 3D printing; manufactures advanced filters and substrates for industrial and diesel exhaust applications. • The Rapid Solution Design services, RP, RT, mold design, CAE, moldmaking, plastics molding, and seminars. • The Technology House Project management, product design and development, engineering, and rapid prototyping. • Xpress3D Instant on-line quoting for Z Corp. models and prototype parts.
REFERENCES • http://www.atirapid.com/tech/te_rpservices.html • http://www.wohlersassociates.com/ • http://www.zcorp.com/ • http://www.nait.org/jit/Articles/steir120800.pdf • http://home.att.net/~castleisland/fdm_int.htm • Rapid Prototyping Directory Comprehensive directory • Worldwide Guide to Rapid Prototyping Listings for about 500 service bureaus, as well as other RP reference information. • www.photopolymer.com/ • http://ltk.hut.fi/~koukka/RP/rptree.html#SL
Bradley’s LOM System • Helisys (1991 - 2000)A staple at the early rapid prototyping shows, Helisys consistently drew large, interested crowds to its LOM technology. Through the years, Helisys had placed more than 375 systems into service. Yet, in November 2000, the company folded. Helisys' challenges came from two different directions - technological and marketing. • Like Cubital and BPM, Helisys had some reliability and maintenance issues in the earlier years. Although they worked to overcome the problems and did so successfully, the reputation stuck. You can still hear people state, "Wasn't that the company who's machines caught fire?" In the small world of rapid prototyping, reputations are quickly created and difficult to shed. • The business mistake that Helisys failed to see was that they did not heed the tenet to find a niche and conquer it. The LOM process was best suited for thick walled applications, like patterns for sand or investment casting. But, the market was demanding functional prototypes and prototypes for injection molded products. Helisys was quick to proclaim "me too." • Trying to be everything to everyone caused Helisys to lose its focus on the company's core competency. It also caused them to sell systems into unsuitable environments. This, in turn, created dissatisfied customers - another reputation that was hard to shed. • In the later years, Helisys regrouped and retrenched to return to the application that had created earlier success. But it was too late.