Electro hydraulic Forming
Electro hydraulic Forming. Jasbir Singh Ratol. Advantages of High Velocity Metalforming. Complex pieces can be formed without using several different parts (seamless) Closer tolerances can be achieved Difficult to form alloys can be used Waste is significantly reduced. Experiment Setup.

Electro hydraulic Forming
E N D
Presentation Transcript
Electro hydraulic Forming Jasbir Singh Ratol
Advantages of High Velocity Metalforming • Complex pieces can be formed without using several different parts (seamless) • Closer tolerances can be achieved • Difficult to form alloys can be used • Waste is significantly reduced
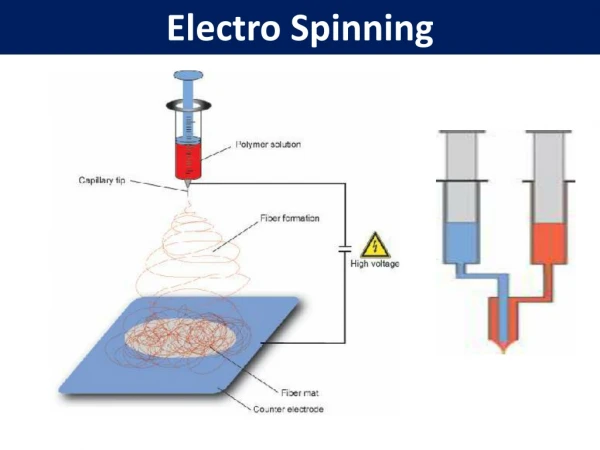
Experiment Setup • Pressure Vessel • Die • Capacitor Bank & Electronic System
Titanium • Good Strength to Weight ratio • Corrosion Resistant • Main Uses • Aerospace • Marine • Power Generation • Offshore Industries • Architectural • Turbine engines
Titanium Alloys • Alpha Titanium Alloys: • Lowest strength, formable, weldable • Yield strength: from 25ksi – 70ksi • Alpha/Beta Alloys • High strength, moderate creep resistance • Yield strength: from 125ksi – 175+ksi • Near Alpha Alloys • Medium strength, high creep resistance • Near Beta Alloys • Meta-stable, lack ductility, low creep resistance • Yield strength: from 115ksi – 200+ksi
High strength Titanium alloys: Ti-6Al-4V ELI Grade 23 • Ti-6Al-4V ELI • Contains 0.13% max oxygen, improving ductility and fracture toughness Mechanical Properties: at 25°C Density (×1000 kg/m3) 4.43Poisson's Ratio 0.34200001 Elastic Modulus (GPa) 113.8Tensile Strength (Mpa) 896 Yield Strength (Mpa) 827 Elongation (%) 15 Reduction in Area (%) 35 Hardness (HRC) 35 Impact Strength (J) 24 Thermal Properties: between 20°C and 100°C Thermal Expansion (10-6/ºC) 8.6
Car Mirror Casing • Unique shape presents challenge. • Titanium mirror casing is very marketable. • Strength of Ti alloy might prevent inconveniences such as dents, etc.
Car Mirror Casing • Unique shape presents challenge. • Titanium mirror casing is very marketable. • Strength of Ti alloy might prevent inconveniences such as dents, etc.
Review • High velocity metal forming techniques have advantages in forming complex parts with close tolerances, from alloys that might not be formable by stamping. • Electro hydraulic forming uses the explosive force generated by a high energy underwater discharge to deform a work piece into a die.
Review, Continued • A basic apparatus for Electro hydraulic forming includes a pressure vessel, a matching die, a capacitor bank, and an electronic control system to trigger the discharge.
What’s New? • Pressure vessel design • Reconsidered work piece material; we’ll use Aluminum first, then possibly Titanium. • Better understanding of failure-postponing phenomena in high-velocity deformation. • Ready to begin ordering some parts. • Some lower-power capacitor banks are available.
Pressure Vessel Design Considerations • The weakest part of the system is the work piece. • The work piece is strongest when it has been bulged out to a hemisphere. • A smaller work piece requires more pressure to strain. • The pressure it takes to strain a small (3”) work piece when it is hemispherical should be the upper bound for the pressure the vessel must withstand.
Basic Properties of Aluminum • High strength to weight ratio • Corrosion Resistance • Surface reacts with oxygen to form aluminum oxide • Protects against corrosion by oxygen, water, and chemicals • Electrical Conduction • Heat Conduction • Heats up quickly and evenly, also cools quickly • Light and Heat Reflection • Reflects about 80% of incoming light, as well as heat • Shaping Properties • Shaped by most metal working process • Can also be bolted, glued, riveted, soldered, and welded
Why High Velocity? • Metals normally fail in quasi-static (low velocity) tension when a phenomenon called ‘necking’ occurs. • In necking, cross-sectional area decreases and stress increases, to the point of failure. • At high velocities, inertia plays a role in the deformation, and can offset the loss of cross sectional area, reducing stress, and allowing greater strains before failure. • Metals in tension may also form internal voids, which contribute to a loss in area and failure.
Parts for the Pressure Vessel • 6” lawn ornament sphere for vessel casting • High tensile strength epoxy • Gasket material • 10” steel drain pipe to cast in • Copper rod for electrodes • Valves and tubing for water and vacuum • Nuts and bolts for clamping
Capacitor Bank Search • 5kJ or greater discharge energy desired • So far, 1kJ bank may be available on campus via Edgerton Center • A hobbyist’s 3kJ bank may be another option, but it is off-campus. • 1kJ – 3kJ of discharge energy should certainly create measurable results, but would probably not be sufficient for demonstrating the forming of a useful part.
EXPLOSIVE FORMING -- An Overview • Explosive forming has evolved as one of the most dramatic of the new metalworking techniques. Explosive forming is employed in Aerospace and aircraft industries and has been successfully employed in the production of automotive-related components. Explosive Forming or HERF (High Energy Rate Forming) can be utilized to form a wide variety of metals, from Aluminum to high strength alloys
. In this process the punch is replaced by an explosive charge. The process derives its name from the fact that the energy liberated due to the detonation of an explosive is used to form the desired configuration.
The charge used is very small, but is capable of exerting tremendous forces on the workpiece. In Explosive Forming chemical energy from the explosives is used to generate shock waves through a medium (mostly water), which are directed to deform the workpiece at very high velocities.
Methods of Explosive Forming • Standoff Method • Contact Method
Standoff Method • In this method, the explosive charge is located at some predetermined distance from the workpiece and the energy is transmitted through an intervening medium like air, oil, or water. Peak pressure at the workpiece may range from a few thousand psi (pounds/inch2) to several hundred thousand psi depending on the parameters of the operation.
Contact Method • In this method, the explosive charge is held in direct contact with the workpiece while the detonation is initiated. The detonation produces interface pressures on the surface of the metal up to several million psi (35000 MPa).
Working The system used for Standoff operation consists of following parts: - • 1) An explosive charge • 2) An energy transmitted medium • 3) A die assembly • 4) The work piece.
Figure 1 shows an arrangement of Standoff Explosive forming operation. The die assembly is put together on the bottom of the tank. Work piece is placed on the die and blank holder placed above. A vacuum is then created in the die cavity. The explosive charge is placed in position over the centre of the work piece. The explosive charge is suspended over the blank at a predetermined distance. The complete assembly is immersed in a tank of water.
After the detonation of explosive, a pressure pulse of high intensity is produced. A gas bubble is also produced which expands spherically and then collapses until it vents at the surface of the water. When the pressure pulse impinges against the work piece, the metal is displaced into the die cavity.
Explosives • Explosives are substances that undergo rapid chemical reaction during which heat and large quantities of gaseous products are evolved. Explosives can be solid (TNT-trinitro toluene), liquid (Nitroglycerine), or Gaseous (oxygen and acetylene mixtures). Explosives are divide into two classes; Low Explosives in which the ammunition burns rapidly rather than exploding, hence pressure build up is not large, and High Explosive which have a high rate of reaction with a large pressure build up. Low explosives are generally used as propellants in guns and in rockets for the propelling of missiles.
Advantages of Explosion Forming Maintains precise tolerances. • Eliminates costly welds. • Controls smoothness of contours. • Reduces tooling costs. • Less expensive alternative to super-plastic forming.
Die Materials • Different materials are used for the manufacture of dies for explosive working, for instance high strength tool steels, plastics, concrete. Relatively low strength dies are used for short run items and for parts where close tolerances are not critical, while for longer runs higher strength die materials are required. Kirksite and plastic faced dies are employed for light forming operations; tool steels, cast steels, and ductile iron for medium requirements.
Characteristics • Very large sheets with relatively complex shapes, although usually ax symmetric. • Low tooling costs, but high labor cost. • Suitable for low-quantity production. • Long cycle times.