objective
objective. WP2 Industrialization activities Development of an automated production system Start-up of a new industrial line for manufacturing recycled plastic panels. start-up of a new industrial line for manufacturing recycled plastic panels. starting from. mixed recycled plastic waste.

objective
E N D
Presentation Transcript
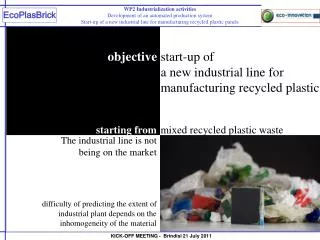
objective WP2 Industrialization activitiesDevelopment of an automated production system Start-up of a new industrial line for manufacturing recycled plastic panels start-up of a new industrial line for manufacturing recycled plastic panels starting from mixed recycled plastic waste The industrial lineisnotbeing on the market difficulty of predicting the extent of industrial plant depends on the inhomogeneity of the material
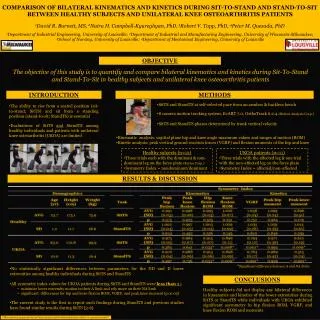
WP2 Industrialization activitiesDevelopment of an automated production system Start-up of a new industrial line for manufacturing recycled plastic panels CONVEYOR BELT CONNECTED TO THE HOPPER OF THE SHREDDER CONTAINMENT SYSTEM OF THE INCOMING MATERIAL SHREDDER EXTRUDER GROUP SYSTEM OF HOPPERS VIBRATING CONVEYOR CLOSED AND HEATING HOT HYDRAULIC VERTICAL PRESS
WP2 Industrialization activitiesDevelopment of an automated production system Start-up of a new industrial line for manufacturing recycled plastic panels CONVEYOR BELT CONNECTED TO THE HOPPER OF THE SHREDDER CONTAINMENT SYSTEM OF THE INCOMING MATERIAL SHREDDER SYSTEM OF HOPPERS EXTRUDER GROUP VIBRATING CONVEYOR CLOSED AND HEATING HOT HYDRAULIC VERTICAL PRESS
WP2 Industrialization activitiesDevelopment of an automated production system Start-up of a new industrial line for manufacturing recycled plastic panels SHREDDER In a system in line the mixed recycled plastic waste, obtained by Selection Centres, have to be channeled initially into a shredder The grinder consists of a hopper from where it is introduced the material to be ground, connected to a cutting block which is a series of rotating blades and stationary implementing the reduction in size of the input material The granules on output to fall and reach the evacuation area if you can install a system of mechanical transport beltor screw that provides their transportation. The shredder is powered by an electric motor. The crushing plants are usually have motors slow. The rotor can operate at only 90 revolutions / min. approx. with the result that, contrary to the engine speed, sensitivity to interference, noise and energy consumption are considerably lower and the machine can be started even if the hopper is full
WP2 Industrialization activitiesDevelopment of an automated production system Start-up of a new industrial line for manufacturing recycled plastic panels EXTRUDER GROUP The above line processing would predict that the material in question (recycled mixed plastic waste), once crushed and reduced size, becomes a compound that will be dosed into an extruder, equipped with hoppers dosing and gravimetric control properly connected to the extrusion head Each extruder has a L / D ratio (ratio between the length and diameter screw) that characterizes it (ratio ranging from about 10 to over 36).In this case, it provides a ratio L / D 24 (the length of the cylinder is 20 times the diameter of the screw).It is expected that with a screw 60 -70 mmin diameter is able to produce a side panel 40/30cm The volume flow can be obtained at the end of the process depends on the pressure at the filter (influenced by the speed of rotation of the screw) and temperature (dependent resistors that heat the cylinder) The single screwextruder will mix and plasticize the compound, with proper venting and then transfer it to the head of accumulation The difficulty of predicting the scope depends largely on the inhomogeneity of the material The single screw extruder use a one-piece bimetallic screw extrusion (made of chrome steel CrMo, heat treated nitriding, possibly tipped alloy wear and / or corrosion).The cylinder extrusion should be thermostatically controlled by temperature controllers with resistive bands.The power system can be either forced or be represented by volumetric metering systems and / or gravimetric for materials with higher densities. In this case, it provides a system of power is not forced In this case the temperature will be calibrated to an average value between the melting temperatures of various materials (probably the temperature will be increased from 100 to 150 ° C) As more of the mixed plastic materials will be present in high melting temperature, the more processing would be very fast, having to make the cooling process does not occur before compression.
WP2 Industrialization activitiesDevelopment of an automated production system Start-up of a new industrial line for manufacturing recycled plastic panels Subsequently, the compound will pour and fill a mold, where it will be placed in advance of a two-sided sheets of the sandwich panel VIBRATING CONVEYOR CLOSED AND HEATING The mold will be placed on a vibrating conveyor closed and heating (with suction gas) that will bring the compound to a further increase in temperature (200-250 ° C) The mold thus formed will have to come to a hydraulic press, automatic vertical hot. To organize this step you must take into account the degree of hazard of the material processing of the material, evaluated and standardized according to the temperature of the same
WP2 Industrialization activitiesDevelopment of an automated production system Start-up of a new industrial line for manufacturing recycled plastic panels HOT HYDRAULIC VERTICAL PRESS The press in question will have a fixed and a movable floor, a Safe Area 2500 X 1300 mm and area of 3.25 square molding During the processing cycle will be provided 2-3 molds: one for heating (the hot mold reached a temperature of about 180 - 200 ° C) and molding is one and the third is cooling in the cooling zone can include pneumatic or hydraulic extraction The final phase will consist in extracting from the mold and in the store in a pallet discharge