MATERIAL MANAGEMENT CHECKLIST Shortage-proof Your Material Delivery Systems
520 likes | 1.29k Vues
MATERIAL MANAGEMENT CHECKLIST Shortage-proof Your Material Delivery Systems. GETTING STARTED. Welcome to the Material Management Checklist

MATERIAL MANAGEMENT CHECKLIST Shortage-proof Your Material Delivery Systems
E N D
Presentation Transcript
MATERIAL MANAGEMENT CHECKLIST Shortage-proof Your Material Delivery Systems
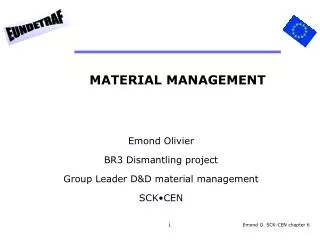
GETTING STARTED Welcome to the Material Management Checklist The Material Management Checklist leads you through the step-by-step process of designing and implementing a Lean production line or cell that is able to build any product any day, one at a time, in the right sequence, and to customer orders. A well-designed and sustained production system is a requirement for any Lean manufacturer, and designing the line correctly up-front is the best way to avoid excessive need for Kaizen activities later on. LEAN LINE DESIGN 1.1 Assessment and Master Plan 1.2 Data Gathering 1.3 Develop Standard Work 1.4 Resource Calculations 1.5 Workstation Definition 1.5.1 Balancing Tools 1.6 Conceptual Layout 1.7 Test Design With Simulation 1.8 CAD Layout 1.9 Deployment Plan 1.10 Conduct Training 1.11 Lean Process Live 1.12 Lean Audit and Certification This shape represents an activity within a roadmap or sub-roadmap. All activities are numbered and annotated. In the Notes section. 1.5 START DESIGN IMPLEMENTATION ROADMAP CALCULATE RESOURCES This shape represents the start and end of a roadmap. 1.1.5 This shape shows the sequence of work between activity. This symbol is used to signify a jump to another LeanRoadMap™ activity. GO TO 1.2 This shape represents a decision point, where the process can diverge or where a prior activity needs to have been completed. ELECTRONIC DATA AVAILABLE? This symbol indicates that an additional “drill down” roadmap is available. This shape represents a grouping of activities that can be done in parallel. This shape represents materials needed to support or carry out the activity. 1.1.1
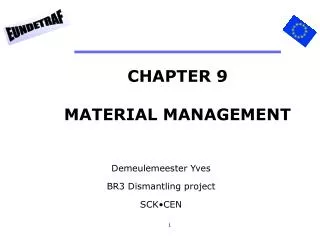
MATERIAL MANAGEMENT STRATEGY 1.0 SET UP PFEP DATABASE POPULATE PFEP DATABASE CALCULATE TARGET INVENTORY QUANTITIES DEFINE REPLENISHMENT SIGNALING DOCUMENT MATERIAL MANAGEMENT STRATEGY START MMMM IMPLEMENTATION ROADMAP 1.15 1.10 1.11 1.12 1.14 1.9 1.13 1.16 1.5 1.7 1.6 1.8 1.3 1.2 1.1 1.4 DESIGN POU MATERIAL PRESENTATION SUSTAINABLE MMMM SYSTEM IN PLACE DESIGN OTHER STORAGE SOLUTIONS KAIZEN THE MMMM SYSTEM ASSIGN MATERIAL CONVEYANCE DEVICES IMPLEMENT SUPPLIER KANBAN IMPLEMENT SUSTAINABILITY STRATEGY ASSESS INVENTORY RECORD ACCURACY DEPLOY NEW MMMM SYSTEM TRAIN STAFF ON NEW MMMM SYSTEM DESIGN DELIVERY ROUTES FINALIZE CONTAINERIZATON STRATEGY 1.11
MATERIAL MANAGEMENT STRATEGY 1.0 • 1.1 – Assess and document the current Material Management strategy, current capabilities, and metrics. This may include Process Flow Diagrams of the current material delivery strategy. • 1.2 – Create a complete replenishment and planning profile for each material item (manufactured and purchased) and record data in a PFEP database • 1.3 – There is too much data to manage the Kanban and Material data manually. Set up an electronic database where all material-related information will be stored. • 1.4 – Using the Kanban calculation formula, calculate all target Inventory quantities for all parts and all locations. • 1.5 – Kanban will spearhead the MMMM system. All the different ways to signal Kanban replenishment must be defined by the Implementation Team • 1.6 – There are many other methods besides Kanban, from sequencing to kitting, that will be needed for a complete MMMM system to function. • 1.7 – Each POU needs to be designed considering access and ergonomics for the Operator and the Materials Handler. • 1.8 – There are many way to store materials at the POU and each one has pros and cons. Each POU must be assessed for the most efficient way to store materials. • 1.9 – There are many way to store materials at the POU and each one has pros and cons. Each POU must be assessed for the most efficient way to store materials.
MATERIAL MANAGEMENT STRATEGY 1.0 • 1.10 - Two separate Lean classes are needed: Material Handler Training and Operator/Supervisor training. • 1.11 – Once in place the Kanban system is ready for a process improvement performance re-through and solicit input and ideas from material handlers and operators. • 1.12 – Many people need to be trained on the design and work of the new MMMM System, but there are two that require special attention: The Material Handling Team and the Material Handling Supervisory Team. They booth need to know the details of the operation, maintenance, and improvement of the system they now own. • 1.13 – Don’t underestimate the amount of work required to physically put in place the containers and racking for line, supermarket and stockroom areas! • 1.14 – Once the design is complete and deployed, the stability of the system is going to hinge on the quality of the information that the system relies upon. A goal of 98% Inventory record accuracy is a reasonable one to ensure that stability. • 1.15 – The sustainability strategy for the Material Management system refers to the training, periodic audits, designed error-proofing methods, and hierarchy of management responsibility to ensure that the MM system is sustained and improved over time. • 1.16 – Before turning our attention to outside suppliers, make sure that the Kanban system is working well internally. • 1.17 – All you and the design team have to remember is that “A process that is not improving is degrading”. The MMMM system is made of many processes, so now is the time to start with the first Kaizen. Also, go back to the list of suggestions from the VSM activity (1.1) and see that all the suggestions have been addressed.
DOCUMENT STRATEGY 1.1 ELECTRONIC DATA AVAILABLE? START PFEP DATABASE SETUP SELECT PFEP DATABASE TRAIN IN DATABASE USE POPULATE INITIAL PFEP DATA Yes 1.2.3 1.2.2 1.2.5 No COLLECT DATA MANUALLY TEAM DATA REVIEW 1.2.4 1.2.6 MAKE PARTS? Yes 1.2.7 No FLAG MAKE PARTS ENTER TEST KANBAN CHAIN 1.2.8 1.2.9 COMPLETE PFEP DATABASE SETUP VALIDATE SIZING CALCULATIONS ASSIGN KANBAN CHAIN CODE TO TEST PARTS 1.2.1 1.2.11 1.2.10
DOCUMENT STRATEGY 1.1 • 1.1.1 – A view of the current state of Material management system will provide a baseline for improvement. There is not need to develop the Future State yet. • 1.1.2 – The suggestions for improvement identified during the VSM activity must be documented, organized, prioritized, and made available to the Teams. • 1.1.3 – Key Performance Indicators (KPI) include: 7S(5S + 2) and Supplier Scores, Inventory Record Accuracy & Turns, Material Handling Expense. • 1.1.4 – The Dashboard is a graphical and easy to understand reporting of Key Metrics. It will be kept current by the MMM Manager and referred to in daily management reviews. • 1.1.5 – The Team will work in close collaboration with the MMLD Team to develop a complete design from the Process and Material points of view. • 1.1.6 – The MMM Manager is the owner of the Kanban system, and the leader of the implementation efforts described in this document. This is a full-time job. • 1.1.7 – The MMMM team needs to speak with one voice and their knowledge base must be unified and consistent. This is typically a three-day hands-on workshop. 1.1.8 – Create an implementation plan that answers the who, what, when, where, how questions. Also include an estimate of the expected benefits and how to track them.
DOCUMENT STRATEGY 1.1 • 1.1.9 – Identify all the staff members that will have a part in deploying the MMMM Master Plan and invite them to a work session to discuss and assign the action items. • 1.1.10 – The Master Plan is not a secret document. All team members must see it so they can drive towards achieving the goals documented in it.
SET UP PFEP DATABASE 1.2 ELECTRONIC DATA AVAILABLE? START PFEP DATABASE SETUP SELECT PFEP DATABASE TRAIN IN DATABASE USE POPULATE INITIAL PFEP DATA Yes 1.2.3 1.2.2 1.2.5 No COLLECT DATA MANUALLY TEAM DATA REVIEW 1.2.4 1.2.6 MAKE PARTS? Yes 1.2.7 No FLAG MAKE PARTS ENTER TEST KANBAN CHAIN 1.2.8 1.2.9 COMPLETE PFEP DATABASE SETUP VALIDATE SIZING CALCULATIONS ASSIGN KANBAN CHAIN CODE TO TEST PARTS 1.2.1 1.2.11 1.2.10
SET UP PFEP DATABASE 1.2 • 1.2.1 – Whether you choose to use a humble spreadsheet or a commercial software to store the PEFP information, each one has its pros and cons. Just make sure you have a solid plan to deal with the maintenance. • 1.2.2 – Same as above each choice will require the users to know what they are doing when they get their hands on the data. The higher power of a commercial system will come at the cost of a steeper learning curve. • 1.2.3 – Smaller companies that are just getting started may not have the data in an ERP system. Here you and your team are facing a decision that boils down to manual entry or electronic data transfer from your ERP system. • 1.2.4 – If electronic data is not available, roll up your sleeves and start organizing the data gathering. There will be a lot of manual entry to do. • 1.2.5 – Download this data electronically from your existing manufacturing system or other electronic sources (preferred). • 1.2.6 – Review the data with people who know the material and part numbers. We have not found a better way to make sure that our data is good. • 1.2.7 – Are there internally manufactured parts on the list? If so, you need to flag them as they will require a different treatment from the purchased parts on the list. • 1.2.8 – Manufactured parts will probably need to be managed differently than purchased parts, so it will be necessary to identify them via a manufacturing code “M”. • Download Kanban Excel template from www.leonardogroupamericas.com/Kanban/ and save. • Download instructions for importing data and using the Kanban database, including a video training file. • View training file with the team and review instructions. • DECISION: Is electronic information available? • IF YES, create a text file download of basic item master information from legacy system. Part number, description, UOM, unit cost, ABC code, commodity code, manufactured or purchased code, historical usage. • Review download information with team. • IF NO, manually document part numbers, from drawings, physical audit or other sources. • Review documented information with the team. • DECISION: Are there manufactured part numbers included? • IF YES, code them using the Manufactured/Purchased code. • Import items into Kanban worksheet. • Audit results to ensure that information was transferred correctly. • Complete test Kanban sizing, using instruction sheet and validate results.
SET UP PFEP DATABASE 1.2 • 1.2.9 – In order to get familiar with the Kanban sizing aspect of PFEP and to test some sample data, enter a test Kanban chain into the worksheet. • 1.2.10 – The Kanban Chain code will then need to be assigned to one or more part numbers. The calculation is automatic. • 1.2.11 – Confirm the test data calculations by duplicating them manually. Make sure that the MMMM team understands clearly how the calculated quantities are derived. • Download Kanban Excel template from www.leonardogroupamericas.com/Kanban/ and save. • Download instructions for importing data and using the Kanban database, including a video training file. • View training file with the team and review instructions. • DECISION: Is electronic information available? • IF YES, create a text file download of basic item master information from legacy system. Part number, description, UOM, unit cost, ABC code, commodity code, manufactured or purchased code, historical usage. • Review download information with team. • IF NO, manually document part numbers, from drawings, physical audit or other sources. • Review documented information with the team. • DECISION: Are there manufactured part numbers included? • IF YES, code them using the Manufactured/Purchased code. • Import items into Kanban worksheet. • Audit results to ensure that information was transferred correctly. • Complete test Kanban sizing, using instruction sheet and validate results.
POPULATE PFEP DATABASE 1.3 ESTABLISH ABC CODE POLICY 1.3.1 CREATE LIST OF COMMODITY CODES 1.3.2 CREATE LIST OF PREP CODES START PFEP POPULATION 1.3.3 DOCUMENT PART SIZE DOCUMENT ESD REQUIREMENTS DOCUMENT STORAGE METHOD CREATE LIST OF STANDARD BIN SIZES 1.3.6 1.3.7 1.3.8 1.3.4 DOCUMENT SIGNAL METHOD ESTABLISH XYZ POLICY 1.3.9 1.3.5 PEFP POPULATED DOCUMENT RECEIVING METHOD 1.3.10
POPULATE PFEP DATABASE 1.3 • 1.3.1 – This step documents the criteria for assigning inventory codes to our purchased and manufactured parts. For example, an “A” item could be any item with a unit cost over $1,000. Normally “A” items represent about 75% of the total inventory value, “B” items are around 20% and “C” items between 5-10%. • 1.3.2 – Commodity codes are useful in sorting our parts list into similar types of material. This in turn can help us assign Kanban pull codes, identify opportunities for Vendor Managed Inventory and supplier consolidation. A typical commodity code would be “Fastener” or “Electronic”. • 1.3.3 – It is sometimes necessary to perform some work on a part prior to delivering it to the next Kanban point. For example, a part may need to be cleaned before an operator can use it, and that cleaning is best done in a batch. The Prep Code would be linked to a Standard Operating Procedure that describes how to do the prep. The Prep Code is also printed on the corresponding Kanban card or label. • 1.3.4 – Standardize the types and colors of bins used to store parts, and assign each bin/color a bin code. These codes will later be assigned to each part number during the process of setting up the physical Kanban system. • 1.3.5 – XYZ codes are useful in determining frequent usage items versus items that are consumed infrequently. “X” would be frequent or regular use, and “Z” would be sporadic or infrequent use. • 1.3.6 – Document the physical size of the item using a common unit of measure, like square inches. This will probably require you to physically examine the material. Also make special note of unusual shapes, since that will drive unusual ways of storing and handling the material. This information will be used later on to calculate bin sizes.
POPULATE PFEP DATABASE 1.3 • 1.3.7 – It will be important to identify Electrostatic Discharge sensitive material, which will require special handling and special storage containers. • 1.3.8 – One of the initial decisions that will need to be made is how the part will be stored. Bins may accommodate most items, but special consideration will need to be made to unusually shaped parts, heavy parts, large items etc. Our lean preference is also to eliminate the use of cardboard within the facility, and a policy decision will need to be made about that. • 1.3.9 – Document the signaling method to be used for each item. Options include cards, lights, electronic barcodes, bins with labels and other possibilities. • 1.3.10 – Document how the item will be received, including whether it will be unpacked, whether receiving inspection or testing is needed.
POPULATE PFEP DATABASE 1.3 • Note: This should be completed prior to Kanban review, but can be completed ahead of time. • Note: Much of this information may come from a legacy MRP system. • ABC Codes identified? • Establish ABC code policy and set up ABC codes in the item master for every item. • Create a master list of commodity codes and set up commodity codes for every item. • Flag items that require special handling due to ESD risk. • Create a master list of Preparation Codes and assign to every item that requires one. Example: clean before delivering to line. • Document the physical size of the part, in cubic inches or cubic feet as appropriate. • Multiply the unit size by the calculated Kanban quantity to determine Kanban quantity space requirements. • Create a master list of bin sizes and codes. Assignment will come later in the process (on next slide). • Formalize packaging strategy for each item. Flag items that are to be stored in original supplier packaging. Eliminate use of cardboard. • Identify transportation method for each part: carts, forklifts, pallet jacks. • Document replenishment signal strategy for each part: 2 bin, 2 bag, FIFO lane, signal light, bar code. • Document receiving strategy: inspection required, special handling requirements
CALCULATE TARGET INVENTORY 1.4 CALCULATE INITIAL KANBAN QUANTITIES REVIEW USAGE DATA WITH TEAM SET INVENTORY POLICY COMPLETE KANBAN CHAIN MASTER LIST ASSIGN KANBAN CHAIN CODES 1.4.1 1.4.2 1.4.3 1.4.4 REVIEW INITIAL CALCULATIONS 1.4.5 ADJUST O/H FACTOR 1.4.7 TARGET INVENTORY MET? No 1.4.6 Yes COMPLETE INITIAL KANBAN QUANTITIES
CALCULATE TARGET INVENTORY 1.4 • 1.4.1 – The Forecasted Daily Usage (FDU) is the primary driver of the inventory quantities. It can be extrapolated from historical usage data, or calculated through a Bill of Material explosion. • 1.4.2 – Set the policy for the Days On Hand [DOH] based on a desired inventory turnover rate and the ABC and commodity codes for each item. “A” items are typically controlled tightly and “B” items less so. “C” items can represent less than 10% of the total inventory investment, and need to be managed with an easy and low-cost method like 2-bin Kanban or Vendor Managed Inventory (VMI). • 1.4.3 – Based on the inventory investment policy decisions made at step 1.4.2, enter all needed pull chains and codes into the Kanban Database. • 1.4.4 – This is a manual step, but it can be accelerated by assigning by ABC code or commodity code. • 1.4.5 – Kanban quantities are calculated automatically, but ensure that enough rows have been defined to capture all of the items in the part master worksheet. Review the results with the team one-by-one. We recommend using a projector and displaying the results worksheet for the entire team to see. • 1.4.6 – The PFEP database will (or should) automatically calculate the total dollar inventory investment within the inventory system. Look for opportunities to further reduce this investment by sorting the list by total dollar amount, and assessing whether or not the supplier could support lower inventory levels for that part. • 1.4.7 – Once the Forecasted Daily Usage is established, the control variable to adjust inventory quantities is the “DOH” in the formula, the replenishment time. Change this variable in the Pull Chain for that part and the quantities will automatically be recalculated. Caution: quantities will be recalculated for all items with that Pull Chain. To change one part only you’ll need to define a new Pull Chain.
CALCULATE TARGET INVENTORY 1.4 Review usage information for each part number. Set policy for inventory investment and replenishment times, based on ABC codes and commodity codes. Fill out master list of pull chains and assign codes to each one in the Kanban database. Assign a pull chain code to each item in the item master. This would typically be done on the basis of ABC and commodity codes, but there may be other criteria. Kanban calculations are automatic. Perform sanity check on results. Review Kanban dashboard worksheet for inventory investment calculations by Kanban point. Adjust pull chain replenishment times as appropriate to achieve inventory turnover goals.
DEFINE SIGNALING 1.5 DEFINE KANBAN PARTS DEFINE KANBAN SIGNALS ANALYZE SPACE REQUIREMENTS IDENTIFY SINGLE-USE ITEMS IDENTIFY SEQUENCED “A” ITEMS 1.5.1 1.5.2 1.5.3 1.5.4 1.5.6 START TO DEFINE SIGNALS ANALYZE MIN-MAX “B” ITEMS SET POLICY FOR SINGLE USE KANBAN 1.5.7 FIRST PASS MATERIAL SIGNALING DEFINED 1.5.5 IDENTIFY QUICK COUNT ITEMS 1.5.8 DOCUMENT PLAN FOR NON-STAND ITEMS 1.5.16 IDENTIFY KITTING CANDIDATES DOCUMENT LABEL TYPE FOR EACH ITEM 1.5.9 1.5.15 ASSIGN BIN SIZES IDENTIFY AND DEFINE VENDOR MANAGED ITEMS IDENTIFY AND DEFINE SPECIAL HANDLING ITEMS DEFINE AND ASSIGN PREP CODES CREATE KITS 1.5.14 1.5.13 1.5.12 1.5.11 1.5.10
DEFINE SIGNALING 1.5 • 1.5.1 – With the calculations complete and reviewed, you can start tagging specific parts according to the most appropriate replenishment methodology. Since it is likely that 50% to 70% will be Kanban items, start there. • 1.5.2 – How will the material handler know that there is a need for replenishment? Define if the container, a card, or an electronic signal will trigger replenishment. • 1.5.3 – This calculation should be automatic, but the review will be iterative, as different strategies are considered and container sizes change. • 1.5.4 – Low usage parts should not occupy permanent Kanban bins. Set the cut-off policy for determining single-use parts. • 1.5.5 – Sort Kanban database by Kanban quantity and flag all items less than the single-use policy value. • 1.5.6 – Filter the Kanban database based on the ABC code “A”, and flag items that will be sequenced or delivered “just in time”. • 1.5.7– Filter the Kanban database based on the ABC code “B”, and flag items that will be replenished based on a min-max signal. The method is used with outside suppliers and not used for internal movement of material. • 1.5.8 – A “Quick Count Instruction” replaced a fixed quantity on a Kanban card or label. It is used to reduce unnecessary material handling by allowing the material handler to more quickly fill a Kanban bin by eliminating counting. This technical can only be used for line material, where there is no inventory transaction involved. Examples of Quick Count Instructions include “Fill It”, “Fill To Line” and “Handful”.
DEFINE SIGNALING 1.5 • 1.5.9 – • 1.5.10 – • 1.5.11 – Prep Codes were defined in the previous LeanRoadMap process. Assign a Prep Code to those items needing one. • 1.5.12 – A small percentage of materials may require special handling due to temperature requirements, sensitivity to light, physically delicate. Identify these and formalize a handling plan. • 1.4.10 - Sort the Kanban database by Commodity Code and identify groups of parts that would be candidates for a Vendor Managed Inventory Strategy. • 1.5.14 – The space requirements for each Kanban quantity have been calculated. Based on this, assign a bin code (defined previously) to each Kanban item. • 1.5.15 – The label or card type should correspond with the bin type. There may be exceptions, however, where clips, magnetic holders, plastic holders may be needed. Label types were defined in a previous process. • 1.5.16 – Some materials may require custom containers, racks or carts due to their unusual size or shape. Identify these and develop a plan.
DEFINE MATERIAL PRESENTATION 1.6 DEFINE MATERIAL FLOW GUIDELINES IDENTIFY AND LIST ALL POUs IN THE LINE REVIEW POUs WITH LINE DESIGN TEAM ASSESS MATERIAL FITMENT FOR ALL POUs START POU MATERIAL PRESENTATION DESIGN 1.6.3 1.6.1 1.6.2 1.6.4 ASSESS MATERIAL KANBAN STRATEGY 1.6.5 DESIGN IPKs OR REMOVE PROCESS FROM FLOW LINE POU MATERIAL PRESENTATION DESIGN READY FOR DEPLOYMENT ASSESS MATERIAL KITTING STRATEGY 1.6.10 1.6.6 TRAIN STAFF ON POU DESIGN AUDIT WORKSTATION MATERIAL PRESENTATION DESIGN REVIEW SUBs PRESENTATION STRATEGY ASSESS MRP CONTROLLED MATERIAL STRATEGY ASSESS MATERIAL SEQUENCING STRATEGY 1.6.12 1.6.11 1.6.9 1.6.8 1.6.7
DEFINE MATERIAL PRESENTATION 1.6 • 1.6.1 – Review the Material Flow design principles with the design team, to ensure that all participants are on the same page regarding material flow goals. • 1.6.2 – Create a list of all of the Points of Use (POUs) that will need to be serviced through the material delivery system. Create a standard numbers or ID system for each station if you don’t have it already. • 1.6.3 – Do a physical walk-through (if possible) with both the Material and Line Design teams, to validate your POU list and to understand clearly the delivery requirements and challenges. • 1.6.4 – Flag any material delivery challenges that will need to be resolved regarding space availability and delivery access. This step can save having to re-do the delivery plan later on. • 1.6.5 – Review the Kanban strategy with the Material Flow team, to ensure that all members are on the same page with the details of the methodology. You may need to work through and agree on methods and approach. • 1.6.6 – You may need to kit some items, due to space constraints, to reduce part selection errors, or to improve operator productivity (by reduce part selection time). Review the kitting strategy with the Material Flow team, and agree on a method. • 1.6.7 - You may need to sequence some items (deliver them one-by-one), usually due to space constraints. Review the proposed sequencing process with the Material Flow team, and agree on a method.
DEFINE MATERIAL PRESENTATION 1.6 • 1.6.8 – Some items may need to be controlled and delivered via the company’s MRP/ERP system. This is especially true for low-usage or custom items that are not consumed regularly. Map out and agree on the MRP integration strategy with the Material Flow team. • 1.6.9 – Subassemblies, if any, may be build in an independent process and delivered to the line like a purchased part, or the subassembly may be built on a feeder line as a part of the flow process. Select the method based on the cost of the item, the floor space required, the material conveyance needs, and the risk of impacting down-stream production. Use a Decision Matrix to help decide, if appropriate. • 1.6.10 – If a feeder process is desired, work with the Line Design team to establish the signaling method and the optimum number of IPKs. Chances are excellent that it will be more than one IPK. • 1.6.11 – Before moving on, conduct a formal review of the entire Material Flow Design that was created during this stage. You can still revise it if necessary. • 1.6.12 – There are many associates who will need to understand the Material Flow strategy, but who were not a part of the design team. Create the appropriate training materials, and train the remaining staff.
DEFINE OTHER STORAGE SOLUTIONS 1.7 START DEFINITION OF STORAGE SOLUTIONS DESIGN (DEPLOY) THE ADDRESSING SYSTEM DESIGN THE SUPERMARKET LOCATE THE SUPERMARKET WITH THE LINE DESIGN TEAM 1.7.3 1.7.1 1.7.2 ASSESS USE OF FLOW RACKS 1.7.4 ASSESS USE CUSTOM RACKS 1.7.5 STORAGE SOLUTIONS DEFINED ASSESS USE OF AUTOMATED SYSTEMS ASSESS USE OF SPECIALTY PICKERS ASSESS USE KIT RACKS 1.7.8 1.7.7 1.7.6
DEFINE OTHER STORAGE SOLUTIONS 1.7 • 1.7.1 – Review and document the location addressing system, which you may already have. Understand how this addressing system will be used as a part of the Material Delivery system. • 1.7.2 – The Supermarket concept is an important element of a Lean Material Flow system, since it allows you to have relatively small quantities of material at the POU without incurring heavy material handling costs and a high number of inventory transactions. Each supermarket, and you can have more than one, will need to be physically designed for the items that will be stored in it. Refer to the PFEP database for items and quantities needed. • 1.7.3 – Physically place the Supermarkets on the factory floor, working closely with the Line Design Team. The Supermarkets should be physically close to the POUs. • 1.7.4 – Flow racks are the common and ideal method for stocking material in both the Supermarkets and at the POU. If you have not done so already, develop a plan for their introduction. • 1.7.5 – Custom racks will typically be necessary, for large or odd-shaped items that do not fit into standard-sized bins. Identify these in the PFEP database. • 1.7.6 – Material can also be delivered in sets or kits. Identify logical groupings of parts that can and should be delivered in this way, and create a rack strategy. • 1.7.7 – If a substantial number of items are to be kitted or sequenced, assess the staffing needs related to that activity. • 1.7.8 – Most companies will also be using an electronic material management system. Assess the potential use of your existing system, and remember that the “Master” data is in your legacy system and not in an Excel spreadsheet.
ASSIGN CONVEYANCE DEVICES 1.8 START SELECTION OF CONVEYANCE DEVICES SELECT AND TRAIN MATERIAL HANDLERS ID HAND CART DELIVERED MATERIALS ID STOCK CHASER DELIVERED MATERIALS 1.8.3 1.8.1 1.8.2 ID FORK TRUCK DELIVERED MATERIALS 1.8.4 ID TUGGER TRAIN DELIVERED MATERIALS 1.8.5 START SELECTION OF CONVEYANCE DEVICES ASSESS NEED FOR CUSTOM CARTS/FIXTURES ID CONVEYOR DELIVERED MATERIALS ID AGV DELIVERED MATERIALS 1.8.8 1.8.7 1.8.6
TEST DESIGN WITH SIMULATION 1.7 CHECKLIST • 1.8.1 – Formalize your team of Material Handlers, and ensure that they are properly training in the Material Flow methods described previously in this Roadmap. • 1.8.2 – Use the PFEP database to flag any items that will require hand-cart delivery. Create a column for “Conveyance Method” and create a unique code for the hand-cart method. • 1.8.3 - Use the PFEP database to flag any items that will require “stock chaser” delivery. The Stock Chaser is a motorized flat-bed cart, one step up from a hand-cart. Create a column for “Conveyance Method” and create a unique code for the Stock Chaser method. • 1.8.4 - Use the PFEP database to flag any items that will require Fork Truck delivery. These would typically be larger and heavier items. Create a column for “Conveyance Method” and create a unique code for the Fork Truck method. • 1.8.5 - Use the PFEP database to flag any items that will require Tugger delivery. These would typically be smaller and tote-based items. Create a column for “Conveyance Method” and create a unique code for the Tugger method. • 1.8.6 - Use the PFEP database to flag any items that will require AGV delivery. These would typically be highly repetitive delivery situations. Create a column for “Conveyance Method” and create a unique code for the AGV method.-
TEST DESIGN WITH SIMULATION 1.7 CHECKLIST • 1.8.7 - Use the PFEP database to flag any items that will require Conveyor delivery. Be careful with the use of conveyors, since they can be “monuments” that restrict movement on the factory floor. Create a column for “Conveyance Method” and create a unique code for the Conveyor method. • 1.8.8 – Assess the need for any other delivery methods, including the use of custom carts or fixtures. Code these in the PFEP database as well.
FINALIZE CONTAINERIZATION STRATEGY 1.9 START CONTAINER DEFINITION ASSESS CURRENT STATE OF CONTAINERIZATION DOCUMENT CONTAINERIZATION IN PFEP DATABASE IDENTIFY PART’S CRITICAL DIMENSIONS 1.9.1 1.9.2 1.9.3 SELECT CONTAINER TO FIT CALCULATED OH QTY 1.9.4 REVIEW CONTAINER SELECTION WITH LINE DESIGN TEAM 1.9.5 START CONTAINER DEFINITION DEVELOP AND DEPLOY CONTAINERIZATION AUDIT DEPLOY NEW CONTAINERIZATION STRATEGY TRAIN STAFF IN NEW CONTAINERIZATION STRATEGY 1.9.8 1.9.7 1.9.6
FINALIZE CONTAINERIZATION STRATEGY 1.9 • 1.9.1 – Document the “Current State” of your containerization practices, including a list of all approved containers currently in use. What are the decision-making guidelines currently in use to determine the desired container size? • 1.9.2 – Create a container code based on the desired list of approved containers, and create a column in the PFEP database. If you have different containers for the same item (depending on the storage location), be prepared to capture this information also. • 1.9.3 – Populate PFEP database with the critical dimensions of each item. Include a “Nesting Factor” is the parts can be nested to increase the part density in the container. Make sure to include the weight. • 1.9.4 – Based on a set of rules and guidelines, determine the optimum container size for each item. This step can be largely automated if the necessary input data is available. There will be some exceptions, but you should be able to determine the optimum size for 90% of the items via a rule-based approach. • 1.9.5 – Once you have create an initial list of proposed containers, review your analysis with the Line Design team. The container size may have an impact on the line layout, so this team needs to be included in the decisions. • 1.9.6 – Conduct any necessary training with the material handlers and potentially outside suppliers if changes are being made there. • 1.9.7 – Roll out the new standards, and remove any non-approved containers from the factory floor. • 1.9.8 – A “Lean Management System” dictates the need for a periodic audit of the containerization policy. Create a checklist that can be followed regularly, to ensure that the containerization policy is being maintained.
DESIGN DELIVERY ROUTES 1.10 ACQUIRE LINE DESIGN BLUEPRINTS REVIEW MATERIAL LOCATIONS IDENTIFY DELIVERY AISLES. REVIEW SIZING. REVIEW SAFETY ISSUES CREATE LOCATION SYSTEM 1.10.1 1.10.2 1.10.3 1.10.4 1.10.5 START DELIVERY ROUTE DSIGN ESTABLISH DELIVERY FREQUENCY 1.10.6 FIRST PASS MATERIAL SIGNALING DEFINED IDENTIFY DELIVERY POINTS 1.10.7 MAINTAIN AND SUSTAIN DELIVERY ROUTES DEFINE COUPLED VS DECOUPLED 1.10.8 1.10.14 TRAIN STAFF ON DELIVERY ROUTE OPERATION IDENTIFY AND DEFINE RESOURCES POPULATE CALCULATION TABLE EXTRACT STANDARD TIMES GATHER STANDARD WORK DEFINITIONS 1.10.13 1.10.12 1.10.11 1.10.10 1.10.9
DESIGN DELIVERY ROUTES 1.10 • 1.10.1 – Acquire a factory floor layout, ideally in a CAD format that can be manipulated and changed. Create one if necessary, using a simple tool like Microsoft Visio, that will allow you to manipulate and measure distances. • 1.10.2 – Identify on the layout all locations where material is stored, including Supermarkets and all of the Points of Use (POUs). • 1.10.3 – Clearly mark on the layout existing and/or future aisles. Check aisle for usability with Tuggers and Fork Trucks if necessary. • 1.10.4 – Audit the Current State for any safety issues, and develop a plan for corrective action if necessary. • 1.10.5 – Identify on the layout the location system that was discussed in a prior Roadmap. • 1.10.6 – The delivery frequency is a policy decision that should be a multiple of the Effective Work Minutes, and be relatively often. • 1.10.7 – Using the documented material storage location, overlay the places where the Tugger will actually stop to deliver parts. Multiple workstations can be resupplied from a single Tugger stop, to reduce excessive getting on and off the tugger. • 1.10.8 – Determine if the delivery method will be “Coupled” or “Decoupled”. A decoupled strategy will be more typical for larger plants, while the coupled strategy is more appropriate for smaller areas and fewer POU.
DESIGN DELIVERY ROUTES 1.10 • 1.10.9 – Write Standard Work Definitions (SWDs) for the Material Delivery process. Describe in detail the work associated with a single delivery cycle, for each person involved in the work. • 1.10.10 – For each work step in the SWD, document a Standard Tim for that step. This will allow you to calculate the number of people needed to support a given Material Flow design. • 1.10.11 – Create a Line Design resource calculation spreadsheet or matrix, in order to calculate the number of people and pieces of equipment that will be needed. • 1.10.12 – Perform the line design calculations and determine the types of resources that will be needed. Fork Truck drivers, for example, will need to be calculated separately. Part pickers may be a different labor classification than tugger drivers. • 1.10.13 – The Material Flow team will need to be trained in Delivery Route operation. Don’t forget about training for next hires in the future as well. • 1.10.14 – A “Lean Management System” dictates the need for a periodic audit of the delivery route system. Create a checklist that can be followed regularly, to ensure that the delivery route system is being maintained and improved over time.
TRAIN STAFF 1.11 START MMMM TRAINING ESTABLISH TRAINING RECORD DATABASE CREATE CERTIFICATION BOARD CREATE TRAINING LIST DEVELOP OR ACQUIRE TRAINING MATERIALS 1.11.1 1.11.3 ASSESS KNOWLEDGE BASE 1.11.5 TRAIN LINE OPERATORS 1.11.9 TRAIN MATERIAL HANDLERS IDENTIFY AND SELECT INTERNAL TRAINERS COMPLETE MMMM TRAINING DEVELOP INDIVIDUAL TRAINING PLANS 1.11.10 TRAIN PROCUREMENT STAFF 1.11.8 1.11.11 TRAIN AND CERTIFY INTERNAL TRAINERS TRAIN MANAGEMENT 1.11.2 1.11.4 1.11.6 1.11.7 1.11.12
TRAIN STAFF 1.11 • 1.11.1 – A formal training database is maintained by human resources, and kept up to date. Training information and status becomes a part of each employee’s file. New employees will also need to be scheduled for this training. Since employee turnover is continual, it is important that the company be able to deliver this training internally. • 1.11.2 – Display visually the certification status of every material handler, buyer, supervisor, manager and operator. Levels of certification include “in training”, “certified” and “master trainer”. • 1.11.3 – Anyone who will be involved with the material delivery system will need to receive training, at various levels of detail. Your implementation team has already been trained, and the following people will need to be added to the training list: Supervisors & Managers, Procurement Staff, Material Handlers, and Line Operators. • 1.11.4– The best way to promote and sustain a robust Material Management system is to ensure that the supervisor and manager level in the company have profound knowledge of the system. The only way to achieve this is the make sure that they can teach the material. • 1.11.5 – Part of the Train The Trainer program is a certification step. If the manager or supervisor doesn’t pass, he/she will need more practice. It is critical that this level in the company acquire this skill. • 1.11.6/7 – These are two separate training classes that can be conducted in parallel, to certify internal trainers. This should be done with a certified resource, either internal or external. Typical duration of these training class is 1 full day.
TRAIN STAFF 1.11 • 1.11.8 – Individual training plans will need to be created for each target audience. The amount of training required will be related to the actual need, where material handlers will typically require more training than other groups. • 1.11.9 – 1.11.12 – These steps refer to the actual training itself. Track completion of this training formally, in a training database.
DEPLOY NEW SYSTEM 1.12 BINS AND RACKS AVAILABLE? BIN CARDS PRINTED? START MMMM DEPLOYMENT FORM DEPLOYMENT TEAM TRAIN DEPLOYMENT TEAM 1.12.2 1.12.1 1.12.4 1.12.6 MMMM POLICIES AND PROCEDURES PROCURE BINS AND RACKS PRINT BIN CARDS AND LABELS COMPLETE MMMM DEPLOYMENT 1.12.3 1.12.7 1.12.5 SET UP COMMAND CENTER 3S INVENTORY AREAS SET UP RACKS AND STORAGE LOCATIONS SORT AND DISTRIBUTE CARDS IDENTIFY AND DOCUMENT IMPROVEMENT OPPORTUNITES 1.12.11 1.12.10 1.12.8 1.12.9 1.12.16 REPEAT FOR EACH KANBAN POINT CONDUCT 100% PULL SEQUENCE AUDIT ORGANIZE BINS AT LOCATION FILL BINS WITH KANBAN QUANTITY ATTACH LABELS TO BINS 1.12.12 1.12.15 1.12.14 1.12.13
DEPLOY NEW SYSTEM 1.12 • 1.12.1 - This is the team that will be responsible for the physical Material Delivery setup. The implementation team will be a part of this group, but anyone in the company can get involved. The key to a smooth setup process is advanced planning and preparation, so that each team member receives clear marking orders. • 1.12.2 – Assess the team for any remaining training requirements that have not yet been covered. • 1.12.3 – A review of the Material Management Policies and Procedures by the entire team is presented here as an option, to make sure that everyone is one the same page. • 1.12.4 - Although most racking and bins are off-the-shelf items, there will be a supplier lead-time involved in bin and rack procurement, so allow enough time for this in the schedule. • 1.12.5 – Some time may be needed to procure bins and racks, so allow for this time appropriately. • 1.12.6 - There are many ways to print labels from the Excel PFEP database. We recommend using the Microsoft Word Mail Merge process, using software that you already have. A necessary preliminary step will be to Sort, Set In Order and Shine the affected Kanban areas. Apply the 7S+2 methodology to accomplish this and promote sustainability of the changes. • 1.12.11 - Once the areas have been organized and cleaned, it will be possible to set up any new racking and storage locations. This work should be planned so as to not disrupt the normal workflow excessively. • 1.12. 12 - A big timesaver is to organize the effort to label and fill bins in a logical and efficient way. Sorting and distributing the printed labels will avoid confusion during this stage.
DEPLOY NEW SYSTEM 1.12 • 1.12.12-14 - Don’t underestimate the effort required to complete this set of tasks. An estimate of the total labor hours required can be made by timing a sample of parts, and multiplying this time by the total number of parts to be handled. • 1.12.15 - Once the Kanban system is set up, a full audit will be needed. Use the Kanban database as a checklist, and confirm the setup of every Kanban point and item. • Form Kanban implementation team. Acknowledge that this is physical work and takes time. • DECISION: bins and racks available? • IF NO, order and receive bins and racks. • DECISION: Kanban cards printed? • IF NO, print Kanban cards. • 3S all inventory areas. Eliminate clutter and make space available. • Set up racks and storage locations on line, supermarket and warehouse, as necessary. • Identify and separate labels for each Kanban point. • CREATE LOOP for implementation steps. Perform by zone, Kanban point or area: • Acquire labels and label bins • Fill bins with Kanban quantities • Arrange bins at the Kanban location. • Ergonomics, frequency of use. • Complete setup checklist. • Complete in sequence: warehouse, supermarkets and line. • Conduct 100% pull sequence audit, based on the Kanban sizing database and locations.
ASSESS INVENTORY RECORD ACCURACY 1.13 SET RANGE TOLERANCES 1.13.3 FLOWCHART ALL TRANSACTIONS MEASURE INVENTORY RECORD ACCURACY TRAIN MATL HANDLERS /SUPERS START IRA PROGRAM 1.13.4 AUDIT FOR ANY HIDING OF PARTS 1.13.1 1.13.2 1.13.5 IMPLEMENT SCRAP REPORTING 1.13.6 CONDUCT FULL PHYSICAL INVENTORY 1.13.7 TRACK & REPORT INVENTORY METRICS UNCOVER ROOT CAUSES OF “MISSES” SCHEDULE KANBAN CHAIN AUDITS IMPLEMENT STOCKROOM C.C. IRA PROGRAM ESTABLISHED 1.13.11 1.13.10 1.13.9 1.13.8
ASSESS INVENTORY RECORD ACCURACY 1.13 • 1.13.1 - Determine sample size of SKUs to count for reliable measure of Inventory Record Accuracy. Establish process for measuring hits and misses, and reporting inventory record accuracy on a periodic basis. • 1.13.2 - This is a 1-day training workshop that focuses specifically on the topic of maintain inventory record accuracy. • 1.13.3 - Tolerance level percentages are set looser for “C” items than “A” or “B” items. For example, “A” items might have a 0 tolerance for accuracy, whereas “C” items might have an 8% tolerance. This is critical when measuring inventory accuracy. • 1.13.4 - Map or flow-chart all inventory transactions that will need to be controlled, including receipts, movements, issues, backflush, scrap. • 1.13.5 - In some cases material may be stored on the factory floor without having been transacted. This may occur in an environment where part shortages are common, and employees “squirrel” away parts that are commonly in short supply. • 1.13.6 - Reporting scrap is extremely important since it is largely a manual step. The system won’t know about scrap unless we report it. Develop a process that makes it easy for operators to comply, but not having to fill out paperwork but still reporting the scrap. Give them a “token” or poker chip to represent a scrapped part. • 1.13.7 - It will be necessary to reset the inventory balances by conducting a full physical inventory. This should not be done until new procedures are in place and training has been completed.
ASSESS INVENTORY RECORD ACCURACY 1.13 • 1.13.8 - Once inventory has been recalibrated, turn on your cycle count program to correct errors and uncover the root cause of inventory discrepancies. • 1.13.9 - At least once a month conduct a pull chain audit, using the Kanban database information. Check to ensure that the Kanban signaling system is functioning well. • 1.13.10 - Use the cycle count program as a way to uncover the cause for errors. Hold cycle count review sessions weekly to discover and fix process problems that lead to inventory errors. • 1.13.11 - Strive to reach Level V of the Value Stream Maturity Model, by achieving 18 months of continuous improvement in inventory turn and accuracy. • Measure current state inventory record accuracy as baseline. • Implement scrap reporting procedure, including the use of scrap tokens. • Create a schedule for a Kanban pull chain audit. A 100% audit was done when the system came live, but a random audit should also be conducted periodically. • Flowchart all inventory transactions that affect the Kanban system, including receipts, moves, backflush and scrap. • Implement a cycle count program within the stockroom. This will be difficult on the factory floor due to the high WIP turns. • Create a tracking and reporting system to report both inventory turnover and inventory accuracy. • Conduct inventory accuracy training for materials handlers and supervisors. • Establish range tolerances for A, B and C inventory items. Add to a Plan for Every Part database. • Conduct cycle count review sessions, to a used as a CPI tool. • Audit the line(s) for potential squirreling of parts. This will remove material from the system with no transaction.
IMPLEMENT SUSTAINABILITY STRATEGY 1.14 START SUSTAINABILITY STRATEGY DEFINE KPIs DEFINE VISUAL CONTROL TOOLS DEFINE DISPLAY TOOLS ESTABLISH ACCOUNTABILITY MEETINGS 1.14.3 1.14.1 1.14.2 1.14.4 IMPROVE DELIVERY ROUTES 1.14.6 SW FOR OPERATORS IMPROVE OH INVENTORY 1.14.13 1.14.7 SW FOR LINE LEADERS IMPROVE MATERIAL PRESENTATION 1.14.14 SUSTAINABILITY STRATEGY IN PLACE DEVELOP/IMPROVE STANDARD WORK DEFINE TARGET CONDITION 1.14.8 SW FOR SUPERVISORS IMPROVE CONTAINERIZATION 1.14.12 1.14.5 1.14.15 1.14.9 SW FOR LEADERSHIP IMPROVE COMVEYANCE 1.14.16 1.14.10 IMPROVE PFEP 1.14.11
IMPLEMENT SUSTAINABILITY STRATEGY 1.14 • 1.14.1 – Create a list of the desired Key Performance Indicators for the Material Management system. Be careful about not picking too many items. • 1.14.2 – Brainstorm with the Material Management team the ways which Visual Control tools will be used. These are tools that the Material Management team will use to take action. For example, a visual control tool related to missing Kanban cards can be used to trigger a follow-up audit. • 1.14.3 – Brainstorm with the Material Management team the ways which the KPIs will be displayed. Boards, electronic displays, columns are all options. • 1.14.4 – A regular and frequent accountability meeting by key managers and participants needs to be part of a regular schedule. Create a standard agenda for these meetings, which should take place in a Visual Display area. • 1.14.5 through 1.14.10 – The ”Target Condition” refers to the near-term goal or goals that are being worked on, for each logical area of the Material Management scope. With the philosophy “If it is not improving, it is degrading”, goals are set for the areas of Delivery Routes, Inventory levels, physical material presentation, containerization (including suppliers), conveyance, and improvements to the PFEP database. • 1.14.12 through 1.14.16 – Standard Work Definitions should be created to cover the entire workforce, and not just operators. Although the percentage of the day that will be dedicated to doing standard work will vary depending on the management level, Line Leaders, Supervisors and all other members of the Leadership Team should have at least some percentage of their day dedicated to standard work.
IMPLEMENT SUPPLIER KANBAN 1.15 SUPPLIER IN PFEP DATABSE? START SUPPLIER KANBAN IMPLEMENTATION DEVELOP KANBAN PLAN REVIEW SUPPLIER DATA IN PFEP. COMPLETE IF NECESSARY. SORT PFEP BY TOTAL DOLLARS SPENT 1.15.5 1.15.1 1.15.3 1.15.2 ADD SUPPLIER TO PFEP IDENTIFY CERTIFIED SUPPLIER AND DISTANCE 1.15.4 1.15.6 CALCULATE POTENTIAL BENEFITS RESEARCH ALT SUPPLIERS 1.15.7 1.15.10 SUPPLIER AGREES? SUSTAIN SUPPLIER KANBAN REPEAT FOR NEXT SUPPLIER LAUNCH PILOT PROGRAM START SUPPLIER DISCUSSIONS 1.15.12 1.15.11 1.15.9 1.15.8
IMPLEMENT SUPPLIER KANBAN 1.15 • 1.15.1 - This is a document that will be shared with outside suppliers, that describes the communications methods, use of forecasts, expectations regarding quality and delivery. This document is used to answer the question: how does the supplier Kanban process work? • 1.15.2 - Most of this data will already be completed in the Kanban database. Missing will be specific supplier information regarding distance, quality, certification status. You will also need to make sure that the desired Kanban quantity has been calculated for that Kanban link (stores to supplier or supermarket to supplier). • 1.15.3 - If you are using the Kanban Database provided earlier, much of the data needed will already be pre-populated. Otherwise create an Excel worksheet with purchased part numbers. You’ll need: Part Number, Description, Unit Cost, Annual Usage, On-Hand Inventory, ABC Code, Commodity Code, Preferred Supplier(s), Calculated Kanban Quantity • 1.15.5 - Multiply the unit cost by the annual usage to calculate total dollars spent for each part number. Sort the list in order to apply the 80/20 rule to your analysis. 80% of the inventory dollars is 20% of the part numbers, for example. • 1.15.6 - Starting with items with the most dollars spent, determine if the supplier is “certified” and within 1 day (by truck) of the consuming plant. We are doing this to reduce risk of supplier non-performance, and also to ensure that if material is needed the transportation distance is not excessive. A supplier may be formally certified through a supplier-quality program, or have a track record of high on-time delivery and quality.
IMPLEMENT SUPPLIER KANBAN 1.15 • 1.15.7 - Once a part number has been identified as a candidate for supplier Kanban, calculate the potential benefit by comparing the actual on-hand inventory to the calculated average Kanban quantity. Use 1 full bin as an average quantity. • 1.15.8 - If the benefits are worth pursuing, begin discussions with the supplier. Share with them the Kanban plan created previously. Let them know that this is an important initiative. • 1.15.9 - This process will take some time. A recommended approach once a supplier has agreed to participate, would be to include all items that are procured from that supplier. Otherwise apply the Pareto Principle and proceed down the list in order of dollars spent. • 1.15.10 - Flag the part number as a new supplier candidate. In the interim continue as before with existing supplier. • 1.15.11 - The pilot would include testing the signal method, physically creating the supplier Kanban area and training internal personnel. Maintain some safety stock of the item until the process is working smoothly. • Note: This process would normally come later, once internal Kanban has been set up. You may be using MRP to drive outside suppliers for an interim period. • Note: Use the Kanban database Excel Workbook. There is an additional sheet available called Supplier Kanban.
IMPLEMENT SUPPLIER KANBAN 1.15 Document desired Supplier Kanban process. This will be used to communicate with suppliers the goals, communication methods, information exchange, etc. to be used. These need to be thought through before contacting suppliers. A forecast will continue to be provided. DECISION: Using Excel Kanban database? IF YES, populate Supplier Kanban worksheet. IF NO, create Supplier Analysis worksheet using instructions found at www.leonardogroupamericas.com/Kanban/. Establish target inventory strategy by ABC code and/or commodity code, in days of usage. Ensure that the target inventory is comfortably more than the minimum transportation time, to reduce delivery risk. Sort worksheet by annual usage in dollars, with the largest usage at the top. Set filter to top 20% dollars. Apply the pareto principle to this analysis. DECISION: Primary suppliers documented? IF NO: complete Primary supply column. DECISION: Is on-hand inventory current? IF NO, import current inventory data DECISION: Supplier certification documented? IF NO, complete Supplier Certification column. DECISION: Physical Distance criteria documented? IF NO, identify suppliers within 1 day by truck. Set filter to prospective supplier Kanban items. This includes: delivery within 1 day, a certified supplier and sufficiently high usage. Contact supplier and review Supplier Kanban plan. DECISION: Supplier agrees? IF NO, renegotiate or look for alternative supplier. IF YES, implement, including a blanket purchase order, pilot or trial run. If excess inventory exists, there will be a period of time needed to consume it, where the supplier will not be receiving any releases.
KAIZEN THE MMMM SYSTEM 1.16 cv REVIEW OPPORTUNITIES FROM DEPLOYMENT KAIZEN THE MATERIAL DELIVERY SYSTEM REPRIORITIZE IMPROVEMENT OPPORTUNITIES TRAIN IN KAIZEN METHODS IDENITFY AND TRAIN KAIZEN LEADERS 1.16.3 REVIEW OPPORTUNITIES FROM ORIGINAL VSM 1.16.1 1.16.2 1.16.5 1.16.4 ACHIEVE CONTINUOUS IMPROVEMENT cv RESIZE AND REDEPLOY NEGOTIATE REPLENISHMENT FREQUENCIES 1.16.8 1.16.7 FORMALIZE KAIZEN CLASSIFY OPPORTUNITIES DEVELOP PACKAGING PLAN REDUCE / ELIMINATE PACKAGING EXTERNAL 1.16.20 1.16.6 1.16.10 1.16.9 PURSUE VENDOR-MANAGED INVENTORY INTERNAL 1.16.11 cv ASSESS CONTAINERS ASSESS KITTING STRAGETIES ASSESS SPACE-SAVING STRATEGIES ASSESS NEW TECHNOLOGIES 1.16.15 1.16.13 1.16.12 1.16.14 ASSESS CONVEYANCE DEVICES AUDIT DELIVERY ROUTE PERFORMANCE AUDIT KANBAN CYCLES ASSESS STORAGE SOLUTIONS 1.16.19 1.16.18 1.16.17 1.16.16