Download
1 / 19
200 likes | 442 Vues
Possibilities Of Aluminium Extrusion By The ECAP Method. Miroslav Greger - VŠB – Technical University o f Ostrava Stanislav Rusz - VŠB – Technical University o f Ostrava. Introduction.

E N D
Possibilities Of Aluminium Extrusion By The ECAP Method Miroslav Greger - VŠB – Technical University of Ostrava Stanislav Rusz - VŠB – Technical University of Ostrava
Introduction The technology ECAP allows to obtain an ultra-fine grain in larger volumes,moreover without change of original cross-section of the input semi-product. It is possible to use the obtained materials in automotive industry, in military and aerospace industries.
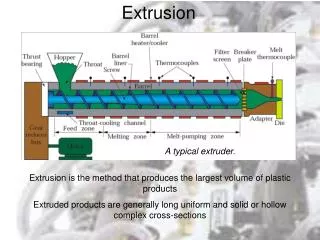
Principles of ECAP Fig. 1. Schematic illustration of equal channel angular pressing process (ECAP)
Principles of Shearing on Passage Through the ECAP Die Route A Route BA 90° Route BC Route C 90° 180° Fig. 2. The four processing routes in ECAP
Shearing Patterns Associated with the Different Processing Routes Z plane X plane Y plane X Z Z Y Y X Fig. 3. Shearing associated by a single passage through the die
Influences of the Forming Parameters on Plastic Deformation • Influence of inner energy • Non-homogeneity of deformation • Density of dislocation • Concentration of vacancies
Change of Dislocation Substructure Fig. 4. Scheme of change of dislocation sub-structure after cold deformation
Dependencies Linear dependence of dislocation density: Flow stress necessary for continuing of deformation:
Experimental Verification Fig. 5. Overall view on the forming equipment and die Fig. 6. Detailed view on the extruding punch for the ECAP technology
50 m Samples for Extrusion Fig. 7. Initial sample and samples after extrusion Fig. 8. Structure in the central area
Deformation Resistance Fig. 9. Deformation resistance of the aluminium Fig. 10. Deformation resistance of the alloy AlCuMg
50 m 50 m Micro-structure of Sample After Extrusion Fig. 11. The first passage Fig. 12. The second passage Fig. 13. The third passage Fig. 14. The fourth passage
Conclusion • Refining of grain in poly-crystalline metals. • Micro-structure obtained by ECAP method depends on: • Using of more passes and turning of the sample. • Extruding the sample by 4 or more passes. • Optimal angle between horizontal and vertical channel of the part is ≈ 90 degrees. Radius of fillet of the extrusion channel must correspond to conditions for steady flow of metal. • Strain rate has only partial influence on deformation resistance and small influence on micro-structure.
Practical Illustration of the ECAP Method by Mathematic Modeling Fig. 15. The example of stress intensity by the simulation process of the AlCuMg extrusion (1st and 2nd sample)
Practical Illustration of the ECAP Method by Mathematic Modeling Fig. 16. The example of shear stresses partition bythe ECAP method (1st a 2nd sample)
Practical Illustration of the ECAP Method by Mathematic Modeling Fig. 17. Contact pressure between sample and tools for AlCuMg alloy by the ECAP method(1st a 2nd sample)
Practical Illustration of the ECAP Method by Mathematic Modeling Fig. 18. The example of the deformation intensity of AlCuMg alloy by the ECAP method (1st a 2nd sample)
Practical Illustration of the ECAP Method by Mathematic Modeling Fig. 19. The example of the lay-out of temperature of AlCuMg alloy by the ECAP method (1st a 2nd sample)