Primary forming process (casting)
Primary forming process (casting). A casting is produced by pouring molten metal into a mould cavity and allowing it to solidify. . The mould cavity is the shape of the required component. . Vital factors in determining the outcome are : Fluidity (easy to flow) Fusibility (low melting point).

Primary forming process (casting)
E N D
Presentation Transcript
Primary forming process (casting) A casting is produced by pouring molten metal into a mould cavity and allowing it to solidify. The mould cavity is the shape of the required component. Vital factors in determining the outcome are : Fluidity (easy to flow) Fusibility (low melting point)
Casting • A fabrication process whereby molten metal is poured into a mold cavity having the desired shape; upon solidification, the metal assumes the shape of the mold but experiences some shrinkage. Casting techniques are used when: • The finished shape is so large or complicated that any other method would be impractical. • A particular alloy is so low in ductility that forming by either hot or cold working would be difficult. • In comparison to other fabrication processes, casting is the most economical.
Classification of casting process Sand Casting Investment Casting Permanent Mould Casting Die Casting
Sand casting The traditional method of casting metals is in sand moulds and has been used for many years. A two-piece mold is formed by packing sand around a pattern that has the shape of the intended casting.
The major features of sand moulds The flask (cope and drag) A pouring cup A sprue Risers Cores Vents
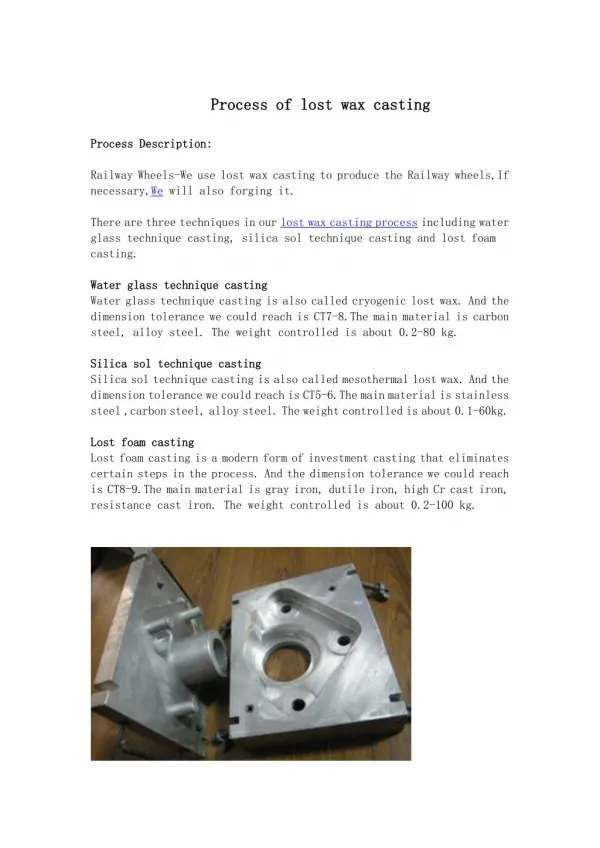
Investment casting • Also called lost-wax process • First used 4000 – 3000 BC • The pattern is made of wax or of a plastic by molding or rapid prototyping techniques • Term investment derives from the fact that the pattern is invested with the refractory material • Need careful handling because they are not strong enough to withstand the forces involved in mold making • Wax can be recovered and reused
Investment casting The pattern is made from a wax or plastic that has a low Tm. Around the pattern is poured a fluid slurry, which sets up to form a solid mold or investment. • The mold is then heated, such that the pattern melts and is burned out, leaving behind a mold cavity having the desired shape. • This technique is employed when high dimensional accuracy, reproduction of fine detail, and an excellent finish are required (in jewelry and dental crowns and inlays, and blades for gas turbine and jet engine impellers)
1. WAX INJECTION : Wax replicas of the desired castings are produced by injection molding. These replicas are called patterns. 3. SHELL BUILDING : The shell is built by immersing the assembly in a liquid ceramic slurry and then into a bed of extremely fine sand. Up to eight layers may be applied in this manner. 4. DEWAX : Once the ceramic is dry, the wax is melted out, creating a negative impression of the assembly within the shell. Sequences involve in investment casting 2. ASSEMBLY : The patterns are attached to a central wax stick, called a sprue, to form a casting cluster or assembly.
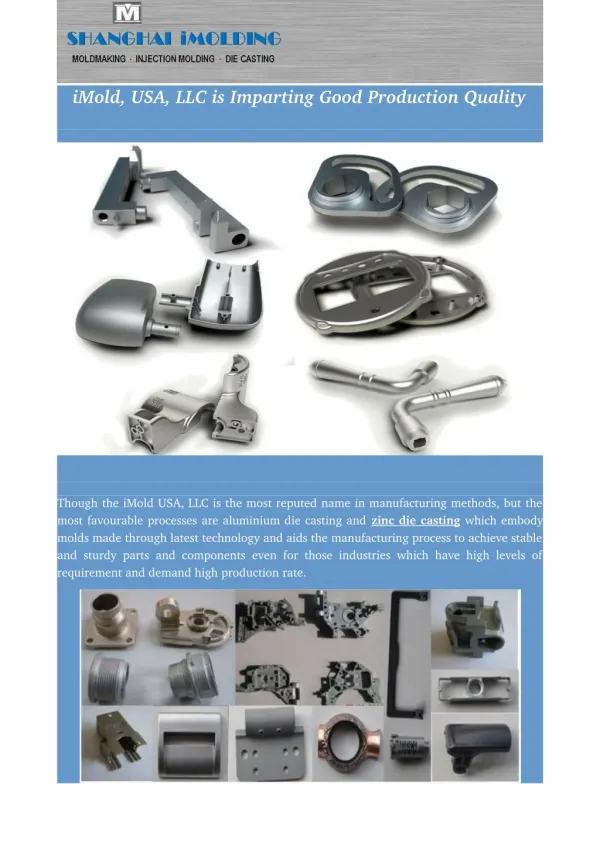
Further example of permanent-mold casting Molten metal is forced into the die cavity at pressures ranging from .7MPa – 700MPa Parts made from here range from: Hand tools Toys Appliance components There are two basic types of die casting machines Hot-chamber - involves the use of a piston to push molten metal in to the die cavity Cold-chamber – molten metal is poured in to the injection chamber & the shot chamber is not heated Die casting
The liquid metal is forced into a mold (die) under pressure and at a relatively high velocity, and allowed to solidify with the pressure maintained. Die casting • A two-piece permanent steel mold is employed; when clamped together, the two pieces form the desired shape. • When complete solidification has been achieved, the mold pieces are opened and the cast piece is ejected. • Rapid casting rates are possible, making this an inexpensive method; a single set of molds may be used for thousands of castings. This technique lends itself only to relatively small pieces and to alloys of low melting points such as Zn, Al, and Mg
1.The die is closed and the piston rises, opening the port and allowing molten metal to fill the cylinder. Pressure range up to 35 MPa Hot chamber die casting 2.The plunger moves down and seals the port pushing the molten metal through the gooseneck and nozzle into the die cavity, where it is held under pressure until it solidifies.
Hot chamber die casting 3.The die opens and the cores, if any, retract. The casting remains in only one die, the ejector side. The plunger returns, allowing residual molten metal to flow back through the nozzle and gooseneck. 4. Ejector pins push the casting out of the ejector die. As the plunger uncovers the filling hole, molten metal flows through the inlet to refill the gooseneck, as in step (1).
Cold chamber die casting 1. The die is closed and the molten metal is ladled into the cold-chamber shot sleeve. 2. The plunger pushes the molten metal into the die cavity where it is held under pressure until solidification. Pressures ranges from 20 to 70 MPa.
Cold chamber die casting 3. The die opens and the plunger advances, to ensure that the casting remains in the ejector die. Cores, if any, retract. 4. Ejector pins push the casting out of the ejector die and the plunger returns to its original position.
Various defects can develop in manufacturing processes depending on factors such as materials, part design, and processing techniques. Casting defects • While some defects affects only the appearance of the parts made, others can have major adverse effects on the structural integrity of the parts.
Metallic Projections: fins (flash), swells, and scabs Fins are excessive amounts of metal created by solidification into the parting line of the mold Casting defects - fins • Fins are removed by grinding
Swells are excessive amounts of metal in the vicinity of gates or beneath the sprue Casting defects - swells
Scabs are surface slivers caused by splashing and rapid solidification of the metal when it is first poured and strikes the mold wall Casting defects - scabs
Blowholes, pinholes, shrinkage cavities, & porosity Blowholes and pinholes are holes formed by gas entrapped during solidification Casting defects- blowholes/pinholes
Shrinkage, which causes dimensional changes, is the result of the following three sequential events: Contraction of the molten metal as it cools prior to solidification. Contraction of the metal during the phase change from liquid to solid. Contraction of the solidified metal (the casting) as its temperature drops to ambient temperature. Casting defects- shrinkage
Shrinkage cavities are cavities that have a rougher shape and sometimes penetrate deep into the casting Casting defects- shrinkage cavities • Shrinkage cavities are caused by lack of proper feeding or non-progressive solidification
Porosity is pockets of gas inside the metal caused by micro-shrinkage during solidification. Casting defects- porosity
Lack of fusion is a discontinuity caused when two streams of liquid in the solidifying casting meet but fail to unite Rounded edges indicate poor contact between various metal streams during filling of the mold Casting defects- lack of fusion
Cracks in casting and are caused by hot tearing, hot cracking, and lack of fusion (cold shut) A hot tear is a fracture formed during solidification because of hindered contraction A hot crack is a crack formed during cooling after solidification because of internal stresses developed in the casting Lack of fusion is a discontinuity caused when two streams of liquid in the solidifying casting meet but fail to unite Rounded edges indicate poor contact between various metal streams during filling of the mold Casting defects- hot tear, hot crack
Cracks in casting and are caused by hot tearing, hot cracking, and lack of fusion (cold shut) A hot tear is a fracture formed during solidification because of hindered contraction Casting defects- discontinuities
A hot crack is a crack formed during cooling after solidification because of internal stresses developed in the casting Casting defects- hot crack
Casting surface irregularities Casting defects- defective surfaces
Particles of foreign materials in the metal matrix Casting defects- inclusions
Casting design guidelines Account for shrinkage - geometry - shrinkage cavities
Casting design guidelines (a) avoid sharp corners (b) use fillets to blend section changes smoothly (c1) avoid rapid changes in cross-section areas
Casting design guidelines Avoid large, flat areas - warpage due to residual stresses (why?)
Casting design guidelines Avoid rapid changes in cross-section areas If unavoidable, design mold to ensure - easy metal flow - uniform, rapid cooling (use chills, fluid-cooled tubes)
Casting design guidelines • Provide drafts and tapers • easy removal, avoid damage • along what direction should we taper ?
References • S. Kalpakjian, S.R. Schmid: Manufacturing Engineering & Technology, 5th edition, Prentice-Hall International, 2006. • E. Paul Degarmo, J. R. Black, R. A. Kohser; Materials and Processes in Manufacturing, 9th edition, John Wiley & Sons, Inc, 2003. • R. L. Timings, S. P. Wilkinson: Manufacturing Technology, 2nd edition, Pearson Education Limited, London, 2000.