Polymer Processing
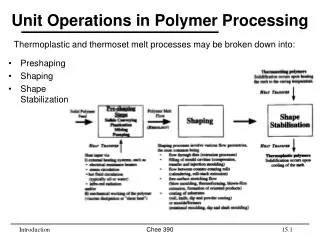
Polymer Processing. Classification of Polymer Processes. Major Processes of Thermoplastics. Injection Molding. Extrusion. Forming. Postdie Processing. Extruder main device used to melt and pump thermoplastics. - Polymer melted and pumped forward

Polymer Processing
E N D
Presentation Transcript
Classification of PolymerProcesses MajorProcesses of Thermoplastics InjectionMolding Extrusion Forming PostdieProcessing Extruder main deviceusedtomeltandpumpthermoplastics -Polymermeltedandpumpedforward -Polymermelt is pushedintothemold -fiber spinning -film blowing -sheetforming -blowmolding -thermoforming -compressionmolding Twin-ScrewExtruder Single-ScrewExtruder
ProcessingMethods • Theprocessingmethod is chosenaccordingtothedesiredshapeandquantity • Fiber, film, sheet, tube • Cup, bucket, car bumper,chair • Largequantitiesextrusion, injectionmolding • Smallerquantitiescompressionmolding, transfer molding
Extrusion • Extrusion is a compressionprocessusuallyusedforthermoplastics • Material is forcedtoflowthrough a dieorifice • Cross-sectionalshapedeterminedbytheshape of dieorifice • Products • Tubes,pipes • Windowanddoormoldings • Sheetand film • Coatedelectricwiresandcables
ExtruderTypes • ScrewExtruders • SingleScrewExtruders • Multi-ScrewExtruders: Twinscrew, Gear Pump • Disk orDrumExtruders • ViscousDragTypeExtruders • ElasticMeltExtruders • ReciprocatingExtruders • Ram extruders • ReciprocatingScrewExtruder
Extruders • Extruder is a machinethat, bytheaction o a screw, convertssolidpolymerto a meltandgeneratespressuretoforce it through a shapingdie. • As thematerialpassesthroughthedie, thematerialacquirestheshape of thedieopening. • Materials can be extruded in the -molten state or actspurely as a pump -solid stateperforms an additionalfunction of melting • There are two basic types of extruders: -continuous and -discontinuous or batch type Injectionmolding Blowmolding
Extruder-Terminology Channel Leakagegap Direction of meltflow Polymermeltflowsthroughmovingchannel of theturningscrewandstationarybarrel Head Feedzone: solid transport zone, preheating Melting/plasticationzone: meltinganddegassingoccurs Pump/meteringzone: internalheatingfromviscousflow, pressure is developedtoextrudethematerialthroughdie
Extruder • Barrel: • Providesrigidsurface • Jacketedwithheatingelementsandthermocouples • Screw: • Conveysresinthroughextruder • Givesmechanicalenergytopolymermelt • Mixingingredientstogether • Buildspressuretopushresinthroughdie • L/D is a measure of thecapability of thescrewto mix andmeltthematerials • High L/D meansgoodmixingandmelting • Die: Givesshapetothemelt Design of dieneedstoensurepropermeltflow
Extruders • Maindevice used to melt and pump thermoplastics • Material enters from the feed hopper. • As material falls down into the extruder barrel frictional forces will act on the material. • These frictional forces are responsible for the forward transport of the material. • As the material moves forward, it will heat up as a result of frictional heat generation and because of heat conducted from the barrel heaters. • When the temperature of the material exceeds the melting point, solids conveying zone ends and the plasticating zone starts. • When all solid polymer has disappeared, the end of the plasticating zone has been reached and the melt conveying zone starts. • In the melt-conveying zone, the polymer melt is simply pumped to the die. • As the polymer flows through the die, it adopts the shape of the flow channel of the die. • Since the die exerts a resistance to flow, a pressure is required to force the material through the die. • This is generally referred to as the diehead pressure.
Extruder-Terminology Channel depth: changes in themeltingsection, constant in pumpzone Thelengths of zoneschangedepeding on thepolymerbeingprocessed. Forexample: meltingzone is shortformaterialsmelteasilyandlongformaterialsmeltgradualy
Channel Depth • Pressureappliedtothepolymermelt is a function of channeldepth Feedsection: channeldepth is relativelylargewhichallowslots of granularpolymertobarrel Compressionsection: channeldepthgetssmaller in whichadditionalpressure is applied Meltsection: channeldepth is thesmallest
Extruders • Single-ScrewExtruders -basicallyconsists of a screwthatrotateswithin a metallicbarrel -main functiontomeltsolidpolymerandto deliver a homogenousmelttodie -Lengthtodiameterratio (L/D)usuallyfalls in therange of 20-24 (diametersare in therange of 1.25 to 50 cm) -Primarydesignfactorsscrewpitch (orhelixangle) channeldepth profile -can be used as a mixingdevice, a reactor, and a devolatilizationtool.
ExtruderScrewGeometries -Feedsection: toadvancetheresin -Compressionsection: tomelttheresin -Meteringsection: tohomogenizetheresinandpump it forward
Extruders • Twin-ScrewExtruders -manydifferentconfigurationsavailable: • corotatingandcounterrotating • intermeshingandnonintermeshing Usedforcompoundingandmixingoperations Analysis anddesign of thesedevices is complicated
ExtrudersVentedExtruders • A ventedextruder is equippedwithoneortwoopenings in theextruderbarrel, throughwhichvolatiles can escape • Openings can be usedforaddingcertaincomponentstothepolymersuch as additives, fillers, etc. • Main problem is ventflow.
ExtrudersSingle Ram Extruders • Ram extrudersareessentiallypositivedisplacementdevices • Simple in design, discontinuous in operation • Used in somespecilpolymerprocessingoperationssuch as extrusion of interactablepolymers
Shapingdevice: Die -Adie is a part located at the exit of the extruder with one or several openings where the material being processed comes through under pressure. -Theperformance of theextruder is affectedbytheresistancetoflowofferedbythedie. ExtruderdesignDiedesign -Problems in diedesign: • Distributingthemeltflowuniformly • Obtaining a uniformthermalhistory • Predictingthediedimensionstoobtainthedesired final shape • Production of smoothextrudate
Shapingdevice: Die • Therearemanytypes of extrusiondiegeometriesforproducing: • sheetand film • pipeandtubing • rodsand fiber • irregularcrosssections • coatingwire Design Problems -Meltflowingunderlaminarflow -Highestextrusion rate possible -Toobtain a coating of polymer of specifiedthicknessanduniformity
Dieheadpressure • The diehead pressure is determined by • the shape of the die (particularly the flow channel), • the temperature of the polymer melt, • the flow rate through the die, and • the rheological properties of the polymer melt. • It is important to understand that the diehead pressure is caused by the die, and not by the extruder!
PostdieProcessing Operations • Theshapeandthicknessordiameter of theextrudatearedeterminedbythe: • Rheologicalproperties of themelt • Diedimensions • Coolingconditions • Take-upspeedrelativetotheextrusion rate • Thephysicalandopticalpropertiesaredeterminedbythecoolingratesandstrechingconditionsof themeltduringthecoolingprocess.
Forming- BlowMolding Blowmolding: a parison, which has beenextrudedorinjectionmolded, is inflatedbyairuntil it fillsthemoldcavity. Theinflatedparison is held in contactwiththecoldmoldwallsuntil it is solidified.
Forming-Thermoforming Thermoforming: a sheetpolymer is heatedbyradiationto a temperatureaboveitsglasstransitiontemperatureandthenpressedintothemold.
Forming-CompressionMolding The polymer is put between stationary and movable members of a mold. The mold is closed and T and P are applied.
InjectionMolding Advantages of reciprocoatingscrewmachines: -bettermeltingcharacteristics -easiertocontrol -requirelessthermalheatbecause theyalsoinducemechanicalheating. -moreuniformmelt. • Reciprocatingscrew • Design considerations • Requiredinjectionpressure • Location of theweldlines • Coolingrates • Length of hold time in themold • Distribution of themolecularorientation • Ram injector
Processing of ThermosettingSystems • Reactioninjectionmolding • Compressionmoldingthermosettingcomposites can be processed • Pultrusion
Reactioninjectionmolding (RIM) RIM: is a process in whichtwoliquidintermediatesaremeteredseperatelyto a mixingheadwheretheyarecombinedbyhighpressuremixingandflowinto a moldwheretheyarepolymerized