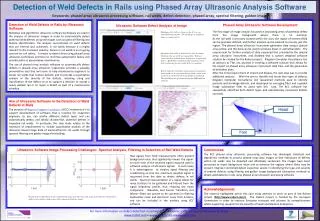
Weld Defects
Weld Defects. Weld Defects. A defective weldments fails under service conditions. Formation of Welding defects depends upon 1. Mechanical properties of the base metal. 2. Section thickness. 3. Type of loading. 4. The environment etc. .

Weld Defects
E N D
Presentation Transcript
Weld Defects • A defective weldments fails under service conditions. Formation of Welding defects depends upon 1. Mechanical properties of the base metal. 2. Section thickness. 3. Type of loading. 4. The environment etc.
1. Cracks : Formation of cracks may be either in the base metal, base metal-weld metal boundary or in the weld metal. Cracks may be on the weld surface or under the weld bead.
2. Distortion : While welding a job, base metal under the arc melts, base metal ahead gets preheated and the base metal portion already welded starts cooling. Due to the temperature difference between various points along the joint leads to distortion. Various factors leading to Distortion are : a) More number of passes. b) Slow arc speed. c) Type of joint etc.
Lack Of Penetration : Failure of the filler metal to penetrate into the joint.
Entrapment of slag or other impurities in the weld. Inclusions lower the strength of the weld. Various factors leading to Slag Inclusion are : a) Too high or too low welding current. b) Too small included angle. c) Long arcs. d) Insufficient chipping and cleaning of weld. e) Wrongly aligned joint.
8. Overlays : Metal that has flowed on the parent metal without fusing with it. Various factors causing Overlapping are : a) Insufficient heat b) Incorrect welding technique
Weld Inspection • Inspection of welds is the act of checking the acceptability of the fabricated welds. Inspection is carried to find the following facts: 1. Separates defective welds from non-defectives. 2. Inspection ensures whether the welds conform to the design requirements. • Weld Testing • Testing of Weld refers to the determination of certain properties such as mechanical, chemical etc.
Stages of Weld Inspection and Testing : • Inspection of Weld is carried out in three stages. They are 1. Before starting welding : • Inspection in this stage involves a. Checking the drawings of the weld to be made such as dimensional tolerances, process, specifications etc. b. Inspecting consumables such as electrodes. c. Inspecting welding instrument. d. Inspecting safety precautions. e. Inspecting welding procedures to be followed. etc.
Stages of Weld Inspection and Testing : 2. During fabrication by welding : • Inspection at this stage will help to identify whether there is any deviation from the approved procedures. • Inspection in this stage involves a. Inspecting weld groove. b. Inspecting the edge preparation. c. Inspecting methods adopted to minimize distortion. d. Inspecting slag removal process.
Stages of Weld Inspection and Testing : • After the welding is over : Inspection in this stage involves a. Inspecting the properties and qualities of the welded joints. b. Assessing the suitability of weldments for the intended purposes. c. All forms of testing and inspection of welds after fabrication can be grouped into two basic categories, namely i. Destructive Testing ii. Non-destructive Testing
Non-Destructive Tests • Non-destructive Tests does not break nor alter the structure or appearance of the welded component. • Non-defective tests have the ability to detect invisible sub-surface defects. • Non-Destructive Tests applied to welds are a. Visual Inspection b. Leak or Tightness Test c. Stethoscopic Test d. Magnetic Particle Inspection e. Eddy Current Testing f. Fluorescent Penetrant Inspection g. Ultrasonic Inspection h. X-Ray and Gamma Ray Radiography
Principle : • When an A.C Coil is brought close to the weld to be tested, A.C coil induces Eddy Current in the weldment. Eddyycurrent produced opposes the field of the A.C coil (or increases the impedance (resistance) of the A.C Coil). If there is a flaw(crack) in the weldment, as soon as the coil passes over the flaw there will be a change in the coil impedance which can be wired to give a warning light or sound. Thus the flaw and its location can be identified. • Flaws at the surfaces and close to the surfaces such as cracks, welds porosity can be detected. • This method can be used to inspect both ferrous and non-ferrous welds. • This method is limited to materials with good electrical conductivity. • Sub-surface discontinuities may also be detected, but Eddy Current decreases with depth. • Eddy Current method is usually used for inspection of seamless pipes and tubes.
Used for detecting defects in Metal Parts thicker then those inspected by X-Rays. • Scattering of Gamma Rays is less. • Gamma methods is time consuming. • Gamma Rays are emitted in all directions. Therefore a number of metal parts can be inspected. • Sources of Gamma rays are Radium, Radon, Cobalt 60 etc. • Better penetration compared to X-Ray is obtained using Gamma rays.