Download
1 / 14
250 likes | 1.08k Vues
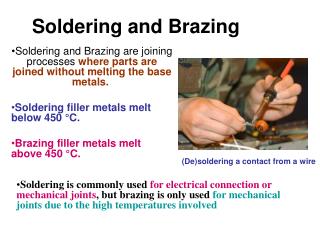
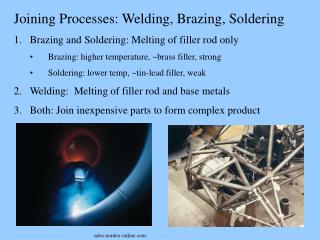
Joining Processes: Welding, Brazing, Soldering Brazing and Soldering: Melting of filler rod only Brazing: higher temperature, ~brass filler, strong Soldering: lower temp, ~tin-lead filler, weak Welding: Melting of filler rod and base metals

E N D
Joining Processes: Welding, Brazing, Soldering • Brazing and Soldering: Melting of filler rod only • Brazing: higher temperature, ~brass filler, strong • Soldering: lower temp, ~tin-lead filler, weak • Welding: Melting of filler rod and base metals • Both: Join inexpensive parts to form complex product sales.nordex-online.com
Types of Joints Kalpakjian
Brazing • Steel base metal + Brass filler rod is common • Lower temp than welding: retains heat treatment (if present), minimizes grain growth. • Strong but slow (careful preparation, cleanup) • Furnace brazing is easily automated en.wikipedia.org Kalpakjian www.kirkframeworks.com
Shielded Metal Arc Welding (SMAW): “Stick welding” • Older, simple technology • The electrode is also the filler rod • Only for steel • Strong welds if done properly (but often not) • Very high heat input: good for thick parts, bad for grain growth and distortion Kalpakjian
Gas Metal Arc Welding (GMAW): “MIG” (Metal-Inert-Gas) • ~Complex mechanism but simple to perform and easy to automate • The electrode is also the filler rod, fed continuously from a spool. It melts in the arc. • For steel or aluminum • Low skill level can achieve good weld • Medium heat input: distortion and grain growth are significant Kalpakjian
Gas Metal Arc Welding (GMAW): “MIG” (Metal-Inert-Gas) A fair/typical quality MIG weld (still hot!) www.scenta.co.uk www.mig-welding.co.uk www.difflock.com
Gas Tungsten Arc Welding (GTAW): “TIG” (Tungsten-Inert-Gas) • The electrode is tungsten (not consumed) • The filler rod is separate and fed manually • High skill level required to achieve good weld • Difficult to automate • Low heat input and small weld bead: distortion and grain growth are minimized Kalpakjian
Gas Tungsten Arc Welding (GTAW): “TIG” (Tungsten-Inert-Gas) • Typical good quality TIG welds www.steelmancycles.com www.kosman.net
Resistance Spot Welding (RSW): “Spot Welding” • No filler rod: electrical current is passed through metal under pressure • Low skill level required • Easy to automate • Low heat input and no weld bead: distortion and grain growth are minimized Kalpakjian
Distortion from Welding Processes • Non-uniform shrinkage of weld bead • Difficult to maintain alignments • Solution: Rigid fixtures, pre-compensate for warping, loose tolerances Kalpakjian
Weld bead profile: Convex or Concave? • Solidification of molten bead leads to shrinkage • Shrinkage of a concave bead leads to tension on surface tends to crack • Shrinkage of a convex bead leads to compression on surface does not crack • Generally, slightly convex beads are preferred. Lincoln Electric
Welding Flaws Kalpakjian
Welding Flaws: Incomplete Penetration (not enough heat input) www.mig-welding.co.uk www.ndt-ed.org/EducationResources
References Kalpakjian: http://www.nd.edu/~manufact/index3.htm