Download
1 / 56
580 likes | 767 Vues
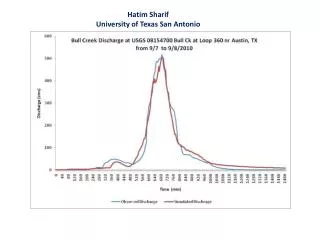
A Convergent Probabilistic Technique for Risk Assessment of Gas Turbine Disks Subject to Metallurgical Defects. Harry Millwater The University of Texas at San Antonio Michael Enright Southwest Research Institute Simeon Fitch Mustard Seed Software April 2002. Accident in Sioux City, 1989.

E N D
A Convergent Probabilistic Technique for Risk Assessment of Gas Turbine Disks Subject to Metallurgical Defects Harry Millwater The University of Texas at San Antonio Michael Enright Southwest Research Institute Simeon Fitch Mustard Seed Software April 2002
Accident in Sioux City, 1989 NTSB Report • Rotor Burst Severing Plane Hydraulics • Fatigue Crack Missed During Inspection • Crack Initiated From Metallurgical Defect
Hard Alpha Defect In Titanium • Brittle Inherent Defect - Site for Fatigue Crack Initiation Hard AlphaDefect Titanium Matrix
FAA/Industry Response • 1990: FAA Post-crash Report Recommended Probabilistic Damage Tolerance Approach to Reduce Risk of Failure Due To Metallurgical Defects in Future Designs of Titanium Rotors • AIA Rotor Integrity Subcommittee (RISC) formed to address these (and other) issues • Improved Materials • Improved Inspection Methods • Improved Design Methods
Risk Reduction Required Risk 10-9 Maximum Allowable Risk A C B Components Advisory Circular 33.14 • FAA Advisory Circular 33.14 Requests Risk Assessment Be Performed for All New Titanium Rotor Designs • New Designs Must Pass Design Target Risk for Rotors • 1E-9 - Component • 5E-9 - Engine
Anomaly Distribution NDE Inspection Schedule Probability of Detection Pf vs. Flights Finite Element Stress Analysis Probabilistic Fracture Mechanics Risk Contribution Factors Material Crack Growth Data DARWIN OverviewDesign Assessment of Reliability With INspection
Anomaly Distribution • How Likely Is Defect in a Rotor? • What is the Distribution of Defect Sizes?
Risk Assessment Results • Risk of Fracture on Per Flight Basis
Risk Contribution Factors • Identify Regions of Rotor With Highest Risk of Failure
Random Variables • Probability of having an anomaly in the disk, • Possibility that a hard alpha anomaly developed during the titanium melt process could be in any location of the disk, • Initial size distribution of the anomaly, • Randomness in the time of inspection time, probability of detection, finite element stresses and fracture mechanics analysis.
Zone-based Risk Assessment • Collect material exhibiting a like fracture mechanics behavior into a zone • Place flaw in the life limiting location • Assume risk constant over the zone • Akin to stratified sampling methodology -- assures sampling of small but high stressed areas. • Finite element mesh used as a framework for defining zones.
Zone-based Risk Assessment • Define zones based on similar stresses, inspections, defect distributions, lifetimes • Defect probability determined by defect distribution, zone volume • Probability of failure assuming a defect computed using Monte Carlo sampling or advanced methods Prob. of having a defect Prob. of failure given a defect Pi = Pi[A] * Pi[B|A] - zone PfDISK Pi - disk
Mesh Size Dependence Life from a 10x10 mil Flaw “Coarse” Mesh Overlay 36,000 Cycles 28,000 Cycles Greater than 20% change in life across single “element” Risk variation > Stress Variation Courtesy GEAE
Element Subdivision • Selected elements subdivided 2 x 2 • Modified mesh only used for risk zone creation (not FE analysis) • Elements may be subdivided (repeatedly) to provide the desired resolution for zone creation. Element subdivision from original FE mesh
Onion Skinning • A thin layer of elements is required to model surface zones • Subdivide surface elements to develop a layer of elements of desired thickness, e.g., 20 mils After Onion Skinning Before Onion Skinning
Convergence Issues • Constant variation in risk throughout the disk. • Risk approximated as constant in each zone. • Defect located in life limiting location of zone. • Convergence in disk POF depends on number of zones and zone breakup. (although will converge from the high side) • A zone refinement strategy has been developed and implemented to facilitate obtaining a converged solution
Zone Refinement Capability Features • Robustness • Should always work for any well posed problem • Solution should converge to correct solution • Simple - easy to understand, not hidden nor confusing • Extension of current approach • Quality of the risk solution obtained should not be dependent on the experience of the user • Quality of the risk solution obtained should not be dependent on the initial zone breakup
Zone Refinement Methodology • Identify zones that contribute significantly to the overall risk • Automatically subdivide these zones into smaller subzones • Generate new input file and rerun • (results for unmodified zones read from database - coming in risk assessment code) • Check convergence • Iterate
Risk Contribution Factors • Identify Regions of Rotor With Highest Risk of Failure
Zone Selection • User defines initial zones (corner, surface, embedded) • Risk assessment carried out • Select potential zones to be refined based on Risk Contribution Factor(RCF) • RCF (w or w/o inspection) > , e.g., 5% • Zone RCF < , no refinement • Zone RCF > , possible refinement
Create Potential Subzones • The new “subdivide” button on the zone editor panel will automatically create subzones from any parent zones. • This function will automatically: • Subdivide material into 4 (or 3) zones for subsurface, 2 zones for surface • Place flaw in subzones geometrically closest to location in parent zone • Adjust plate if necessary • Inherit other properties from parent All POTENTIAL subzones may be edited by user
Generate Potential Subzones • Determine material in each subzone • Use centroid equation (based on stress) • Embedded -> 4 (or 3) zones, surface -> 2 zones • Uses plate coordinates to define quadrants
Subdivide Elements • Zones that have only a few elements, subdivide into more elements as previously described
Generate Potential Subzones • Place flaw • Geometrically closest to flaw in parent zone
Generate Potential Subzones • Define plate • Use same plate as parent zone (new crack is inside existing plate), same gradient direction • Clip front and back along gradient line if necessary • If new flaw location is outside parent plate, move plate if possible. If not possible, warn user.
Generate Potential Subzones • Inherit the following properties from parent • volume multiplier, • inspection schedules, • material no., • crack type, • crack plane, • defect distribution, • # samples Note: ALL generated potential subzones may be edited by user before analysis.
Subsequent Iterations GUI Input File Results Database Input File Risk Assessment Read/Write Results Zone Refinement Procedure Iterative procedure until convergence
Convergence Criteria • Examine stop criteria - user implemented • If risk < L (target risk) • All RCFs < target • If (disk risk(i+1) - disk risk(i))/disk risk(i) < E
Example: AC Test Case Initial Zone Breakup Converged Zone Breakup Zone breakup closely matches risk variation
Mesh Size Dependence Life Contour Zone Breakup
16 Zones 22 Zones - 13 retrieved from impeller0.ddb Impeller0 Impeller1 Retrieval of Zone Results • For any zone in the input file, compare the zone’s properties with those on the database. If a match is found, the results are retrieved. If not, the results are calculated. Zone numbers do not have to match
Zone Comparison Checks • Global checks - if these are not satisfied, risk results cannot be retrieved (other information possible, e.g., stress results) • Probabilistic method • (Monte Carlo vs. Importance sampling) • Local checks • Material • Defect distribution • # samples • Volume multiplier
Zone Properties Checks • Local checks (cont’) • Life scatter - median & COV • Crack type, plane, r & z coordinates • Plate: stress directions, dimensions (xd, hx, yd, hy) • Elements: • All element numbers must match exactly • Inspection schedules • All inspection schedule numbers and type (top, bottom, left, right) must match exactly
16 Zones 0 Retrieved 3:57 (3:57) 22 Zones 13 Retrieved 3:08 (7:08) 53 Zones 24 Retrieved 14:12 (31:44) 34 Zones 12 Retrieved 10:24 (17:32) Example • Impeller model - 6 iterations
62 Zones 48 Retrieved 7:30 (39:14) 70 Zones 59 Retrieved 6:09 (45:23) 73 Zones 68 Retrieved 2:58 (48:21) Example • Risk for 6th iteration is ~10% of initial risk
Summary and Conclusions • A number of significant new features have been developed and implemented to facilitate zone development and refinement. • Element subdivision implemented in an easy-to-use manner to allow risk zone dimensions of any size. • Onion skinning to easily develop surface zones • Zone refinement strategy delineated and tools implemented to provide the user an approach to consistently and conveniently converge on the risk solution. • Subzone visualization and selection • Subzone creation
Summary and Conclusions • Zone refinement strategy (cont’) • Subzones may be edited by the user • Results for unmodified zones retrieved from results database and integrated with new subzone results • (database can be used for archiving) • Provides the user an approach to consistently and conveniently converge on the risk solution.
The Future FAA Phase II Grant Awarded to SwRIin April 1999 – Five Year Duration, $9M • Extend To Cast, Wrought,Powder Nickel • Extend To Surface Defects:Induced Defects(as opposed to inherent) byMachining, Maintenance, etc.
Example: AC Test Case 6 Zones 10 Zones Note: Red zones contribute > 1% of (total) disk risk
Example: AC Test Case (cont) 91 Zones 192 Zones Note: Red zones contribute > 1% of (total) disk risk
Element Refinement Example • Subsequent DARWIN analysis with improved crack transitioning, fine mesh and 70 zones yields a solution within AC limits. • Pf wo insp = 1.79E-9 Courtesy Pratt & Whitney
Coloring All Zones by RCF Set Threshold Value to 0.0
Probability of Detection Curves • Defines Probability of Detecting Flaw as Function of Flaw Size
Inspection • DARWIN Simulates Inspection of Rotor for Metallurgical Defects and Removal of Rotor if Defect Detected
Material Properties • Fatigue Crack Growth Properties – How Fast CrackGrows and Critical Crack Size
FAA Advisory Circular • AC 33.14 Damage Tolerance for High Energy Turbine Engine Rotors, 1/8/01 • Damage Tolerance - Recognizes the potential existence of component imperfections • Probabilistic Based - Design Target Risk (DTR) • Augments, not replaces, existing safe life approach
Fracture Mechanics Model • GUI Developed To Graphically Define DARWIN Input
Summary • FAA and industry recognize role of a probabilistically-based damage tolerance analysis method for Titanium Rotors • DARWIN software developed as an Acceptable Means To Assess Rotors for Compliance With Design Target Risk • Industry Expects Risk Reduction of Three Times or More • SwRI/Industry Team Under Extending DARWIN To Other Rotor-Integrity Issues