Moldflow CAE Analysis Report for PCM Makrolon 2607 by Bayer - August 2, 2012
220 likes | 353 Vues
This report presents a comprehensive analysis of the PCM Makrolon 2607 material, investigating the thickness distribution, filling and cooling conditions, and the injection process as per Moldflow Plastics Insight software. Key findings include uniform shrinkage in all directions, an acceptable range for ejection time, and identification of potential air traps. The melting temperature was recorded at 300°C with a fill time of 1.7 seconds. The maximum injection pressure was determined to be 124.6 MPa. Use this report for reference to enhance mold design and process efficiency.

Moldflow CAE Analysis Report for PCM Makrolon 2607 by Bayer - August 2, 2012
E N D
Presentation Transcript
Part Name : Body Lower+Upper Report Date : 2012/8/2
Material introduction PCMakrolon 2607 Bayer MaterialScience MFR:13 g/10 min
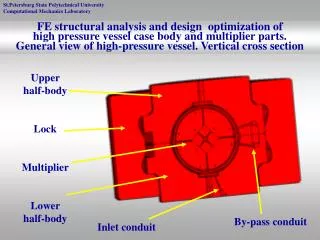
Analysis Indication • The distribution of thickness for this part is regular. • The Fusion mesh is adopted for Moldflow CAE analysis model.
Feed System Design Layout:1 + 1 Sub gate:Ø2.0 mm
Cooling System Design Same as the 2D mold drawing.
Processing Conditions Filling Conditions: Melt temperature:300.00 deg.C Cooling Conditions: Coolant inlettemperature:90.00 deg.C Holding Setting(保压设定): Pressure(压力) [MPa] Duration(时间) [Second] 75 10
Fill Time Fill time is 1.7 sec.
Fill Time Shift+F5 Play this report file to view filling animation.
Injection Pressure Left plot is the pressure distribution at the time of 99% filled(V/P switch over). The max. pressure is 124.6MPa.
Clamp Force Clamp Force(锁模力)=80~100 Ton Higher hold pressures will increase the clamp force requirement.(保压压力越大,锁模力越大)
Weld Lines No weld line
Air trap The locations of air traps are shown as small pink balls.
Air trap The locations of air traps are shown as small pink balls.
Coolant Temperature The change in coolant temperature from coolant-in to coolant-out is not mare than 3°C .
Mold Temp The mold temperature is uniform in the cavity. 定模温度均匀.
Mold Temp The mold temperature is uniform in the core. 动模温度均匀.
Time to Reach Ejection Temperature The acceptable range of time to reach eject-ion temperature for parts is 44~55 sec. Sink mark in the marked regions.
Time to Reach Ejection Temperature Freeze time for gate is 10 sec. 浇口凝固时间为10秒.
X Deflection The shrinkage is uniform in X direction. X
Y Deflection The shrinkage is uniform in Y direction. Y
Z Deflection 0.15 0.1 0.13 0.09 Z
Summary Note: • The report is based on the analysis results of Moldflow Plastics Insight software. Please use this report for reference only.

![[Name] [Date]](https://cdn1.slideserve.com/2829209/name-date-dt.jpg)