PRODUCTIVITY IMPROVEMENT
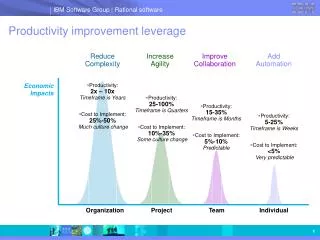
PRODUCTIVITY IMPROVEMENT . PRESENT METHOD Component Name : U- Bolt Component weight : 6Kgs Number of Castings per Mold : 2nos. Total Good Casting wt : 12Kgs Total Pouring wt : 20kgs Yield : 60%. Picture shows Metal Filling at various intervals

PRODUCTIVITY IMPROVEMENT
E N D
Presentation Transcript
PRODUCTIVITY IMPROVEMENT PRESENT METHOD Component Name : U- Bolt Component weight : 6Kgs Number of Castings per Mold : 2nos. Total Good Casting wt : 12Kgs Total Pouring wt : 20kgs Yield : 60%
Picture shows Metal Filling at various intervals The colour scale shows the temperature at each location
Picture shows Solidification at various intervals The colour scale shows the % of Liquid metal available
Picture shows Hotspot inside the Casting & Feeder Hotspot specifies the isolated regions and solidification time
PRODUCTIVITY IMPROVEMENT PROPOSED METHOD Component Name : U- Bolt Component weight : 6Kgs Number of Castings per Mold increased to : 4nos from 2nos. Total Good Casting wt increased to : 24Kgs Total Pouring wt : 37.5kgs Yield increased to : 64% from 60%
Picture shows Metal Filling at various intervals The colour scale shows the temperature at each location
Picture shows Solidification at various intervals The colour scale shows the % of Liquid metal available
Picture shows Hotspot inside the Casting & Feeder Hotspot specifies the isolated regions and solidification time
Result after implementation of this method Number of good casting per mold increased to 4 from 2 Yield improved by 4% from present method Additional cost spent on 2 cores and one sleeve per mold will be taken care by productivity increase.