§3 - 3 模锻 Die Forging
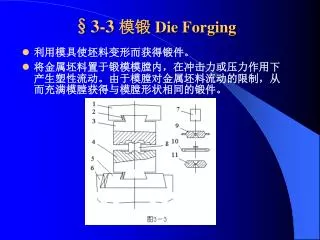
§3 - 3 模锻 Die Forging. 利用模具使坯料变形而获得锻件。 将金属坯料置于锻模模膛内,在冲击力或压力作用下产生塑性流动。由于模膛对金属坯料流动的限制,从而充满模膛获得与模膛形状相同的锻件。. 模锻过程: 下料 Cropping→ 加热 Heating→ 制坯 Preforming→ 模锻 Die Forging→ 精整 Sizing→ 热处理 Heat Treatment→ 清理 Cleaning→ 检验 Inspection 制坯工步 Preforming 模锻工序 Die Forging 预锻 Preforging

§3 - 3 模锻 Die Forging
E N D
Presentation Transcript
§3-3 模锻 Die Forging • 利用模具使坯料变形而获得锻件。 • 将金属坯料置于锻模模膛内,在冲击力或压力作用下产生塑性流动。由于模膛对金属坯料流动的限制,从而充满模膛获得与模膛形状相同的锻件。
模锻过程: • 下料Cropping→加热Heating→制坯Preforming→模锻Die Forging→精整Sizing→热处理Heat Treatment→清理Cleaning→检验Inspection • 制坯工步Preforming • 模锻工序 Die Forging • 预锻Preforging • 终锻Finish-Forging • 切断工步Cutting
一、模锻的特点与应用 (1)生产效率高。 (2)锻件成形靠模膛控制,可锻出形状复杂、尺寸准确,更接近于成品的锻件,且锻造流线比较完整,有利于提高零件的力学性能和使用寿命。 (3)锻件表面光洁,尺寸精度高,加工余量小,节约材料和切削加工工时。 (4)操作简便,质量易于控制,生产过程易实现机械化、自动化。 (5)模锻需要专门的模锻设备,要求功率大、刚性好、精度高,设备投资大,能量消耗大。另外,锻模制造工艺复杂,制造成本高、周期长。
二、锤上模锻Die Forging 1.锻模结构
制坯模膛Blocker:使坯料预变形而达到合理分配,使其形状基本接近锻件形状,以便更好地充满模锻模膛。制坯模膛Blocker:使坯料预变形而达到合理分配,使其形状基本接近锻件形状,以便更好地充满模锻模膛。 • 模锻模膛Die Cavity of Die forging:使坯料变形到锻件所要求的形状和尺寸。 • 预锻模膛Blocking Impression和终锻模膛Finish Impression:对于形状复杂、精度要求较高、批量较大的锻件,还要分为预锻模膛和终锻模膛。
2. 模锻工艺规程 • 设计模锻件图 • 计算坯料尺寸 • 确定变形工步 • 设计锻模 • 选择模锻设备 • 确定加热规范 • 模锻后续工序
(1)设计模锻件图Forging Drawing • 选择分模面 Die Parting Area
确定加工余量及公差 Allowance,Forging Tolerance • 依据:零件的形状尺寸和锻件的精度等级,或锻锤的吨位
确定模锻斜度 Draft Angle :依据为模膛尺寸 • 确定模锻圆角半径Radium of Fillet • 外圆角:使金属易于充满模膛 r=加工余量 + 零件圆角半径 • 内圆角:减少锻造时金属流动的摩擦阻力 R=(2-3)r • 冲孔连皮 Recess :通孔难以锻出 • 孔径d=30~80 mm时,厚度S=4~8 mm。 • 当孔径d<25 mm或冲孔深度h>3d时,只在冲孔处压出凹穴。
技术要求 1.高度公差: +1.5 -0.75 2.未注圆角半径R=2.5 3.尺寸按交点注 4.热处理硬度 HBS228 齿轮坯模锻件图
(2)确定坯料尺寸 V坯=( V锻+ V飞+ V连)(1+ K) 1)盘类锻件 Brachyaxis:一般镦粗制坯和终锻成形。 D计=1.08(V坯/m)1/3 m —坯料的高径比 2)轴类锻件Macro Axis:一般拔长、滚挤制坯。 D坯=1.13(K•Fmax)1/3 k —模膛系数:不制坯或有拔长工步时, k=1; 有滚挤工步时,k=0.7~ 0.85。
(4)锻后工序 • 切边Trimming、冲孔 Punching Ward
校正 Sizing • 热处理Heat Treatment • 清理 Cleaning • 精压 Coining :提高锻件精度和降低表面粗糙度 • 平面精压:用来获得模锻件某些平行平面的精确尺寸。 • 体积精压:用以提高模锻件所有尺寸的精度和表面质量。 • 精压后模锻件的尺寸精度公差可达±0.10~0.25 mm,表面粗糙度Ra值为1.25~0.63μm。一般不再进行切削加工。
三、其他设备上的模锻 • 锤上模锻具有工艺适应性广的特点,但是模锻锤要求有庞大的砧座和基础,工作时震动和噪音大,能源消耗多,劳动条件差。
1.热模锻压力机上模锻 Die Forging on Drop Press 曲柄压力机(简称曲柄压力机)
曲柄压力机:Crank Press • 楔式热模锻压力机。
特点: • 工作时震动和噪音小,劳动条件大为改善。 • 便于实现机械化和自动化,且具有很高的生产率。 • 锻件的精度高,其公差、余量和模锻斜度比锤上模锻小。 • 变形应逐步进行。 • 设备结构复杂,造价高,而且由于滑块的行程和压力不能在锻造过程中调节,因而不能进行拔长、滚压等制坯工步,必须配备制坯工步的专用设备。
平锻机上模锻过程 1-固定凹模 2-活动凹模 3-冲头 4-挡板 5-坯料
平锻机锻造的锻件示例 • 主要以局部镦粗为主,也可进行压肩、冲孔、弯曲和切断等工步。 • 最适合的锻件是带头部的半轴类和有孔(通孔或不通孔)的锻件。 • 简单锻件只需一个工步完成。 • 复杂锻件,坯料可按顺序放入几个模膛中逐步变形而获得锻件。
3.螺旋压力机上模锻Die Forging on Fly Press • 利用飞轮旋转所积蓄的能量转化成金属的变形能进行锻造 。 • 摩擦螺旋压力机:机械摩擦传动 • 液压螺旋压力机:液压传动。
摩擦压力机锻造特点 • 具有锻锤和压力机双重工作特性。 • 行程速度0.5~1.0 m/s,介于模锻锤和曲柄压力机之间。 • 有一定的冲击作用,且滑块行程和打击能量可控,与锻锤相似。 • 坯料变形中的抗力由封闭框架承受,有压力机的特点。 • 工艺适用性好:既可完成镦粗、成形、弯曲、预锻、终锻等成形工序,又可进行校正、精整、切边、冲孔等后续工序的操作。 • 承受偏心载荷的能力差,一般只进行单模膛锻造。 • 由于打击速度比锻锤低,较适合要求变形速度低的有色合金的模锻。 • 压力机工作台下装有顶出装置,很适合于模锻带有头部和杆部的回转体小锻件。 • 有效机械效率低,生产率不高,吨位较小