Download

1 / 73
750 likes | 982 Vues
Démarrage HT-4400. Système PAC HT4400. Tableau de découpe typique Acier doux Plasma 0 2 / Gaz inerte 0 2 -N 2 400 A. Plage sans scorie. Courant d’arc pilote. O 2 comme gaz plasma : *Réglage courant 50 A = 20 A Réglage courant 100 A = 30 A Réglage courant 200 A = 44 A

E N D
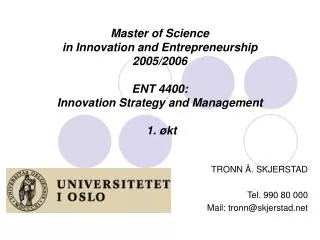
Tableau de découpe typiqueAcier douxPlasma 02 / Gaz inerte 02-N2400 A
Courant d’arc pilote O2 comme gaz plasma : • *Réglage courant 50 A = 20 A • Réglage courant 100 A = 30 A • Réglage courant 200 A = 44 A • Réglage courant 300 & 400 A = 60 A N2 comme gaz plasma : • Réglage courant 200 A = 44 A • Réglage courant 400 A = 60 A * Ces procédés ne sont pas disponibles lors du lancement initial du système PAC.
Temps de descente O2 comme gaz plasma : • *Réglage courant 50 A = 300ms. • Réglage courant 100 A = 400ms. • Réglage courant 200 A = 200ms. • Réglage courant 300 A = 360ms. • Réglage courant 400 A = 320ms. O2 est le seul gaz plasma avec la descente * Ces procédés ne sont pas disponibles lors du lancement initial du système PAC.
Epaisseur maximale de perçage • Consommables 100 A 13 mm • Consommables 200 A 22 mm • Consommables 300 A 25 mm • Consommables 400 A 32 mm
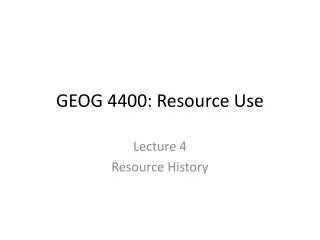
Capteur de pression plasma Gaz inerte Capteur de pression Primaire Flux de coupe au gaz inerte Ecran à DEL Primaire Pré-flux de gaz inerte Sélecteur S1 Flux de coupe au plasma Secondaire Flux de coupe au gaz inerte Pré-flux au plasma Secondaire Pré-flux de gaz inerte Pré-flux gaz inerte Contacteur DCB S2 Interrupteur rotatif N°2 - Gaz inerte Interrupteur rotatif N°1 - Plasma
Fonctionnement de la carte analogique (PCB3) • Objet : • La carte analogique contrôle et surveille la sortie des hacheurs. • Elle informe la carte du microprocesseur qu’il y a une sortie venant des hacheurs et que l’arc est transféré vers la plaque. • La sortie de transfert d’arc (D15) vers PCB2 est active lorsque le capteur de courant total (CST) enregistre un courant supérieur à 30 A.
Fonctionnement de la carte analogique (PCB3) (Suite) • La sortie Ch1&2 (D5) vers PCB2 est active lorsque CH1&2 délivrent tous deux plus de 10 A. • La sortie Ch3&4 (D4) vers PCB2 est active lorsque CH3&4 délivrent tous deux plus de 10 A. • Les DEL D11, D12, D13, et D14 du hacheur sont allumés lorsque chaque capteur de courant des hacheurs (CS1 à CS4) enregistre un courant supérieur à 10 A.
Carte de perte de phase (PCB21) Fonctionnement Objet : • Surveille la tension triphasée à partir du transformateur principal (T2). • Sort un faible signal vers la carte du microprocesseur lorsque les trois phases sont dans 15% de la valeur nominale, phase à phase. • Une tension de phase basse indique un Contacteur (CON1) ou un problème de tension de ligne.
Carte de perte de phase (PCB21) Fonctionnement (suite) • Après la fermeture de CON1, le photocoupleur U1 est activé et court-circuite les broches 1&2 ensemble sur PL1 et la DEL1 est allumée. • Si la DEL1 ne s’allume pas. • Vérifier les tensions sur A, B, et C, phase à phase, il doit y avoir environ 255 VCA. Les tensions ne doivent pas être à moins de 15% l’une de l’autre. • Vérifier les fusibles (F1, F2, F3) sur la carte. S’ils sont ouverts, remplacer la carte. • Vérifier le cavalier sur P2, il doit être sur les broches 1&2.
Carte de distribution (PCB1) Fonctionnement Objet : • Distribue 24 VCA, 120 VCA, et 240 VCA vers différents secteurs de l’alimentation. • Une fois que l’alimentation est activée, les DEL D3, D4, et D5 s’allument et restent allumés. • Si l’une de ces DEL s’éteint, vérifier alors les fusibles sur la carte et vérifier l’alimentation en entrée sur J10.
Carte de circuit de démarrage (PCB14) Fonctionnement Objet : • Le circuit de démarrage commute rapidement le courant de l’arc pilote du fil d’arc pilote au fil de travail (Commutateur rapide). Pour ce faire, il assume deux fonctions : 1. Il permet au courant d’arc pilote initial de s’écouler dans le fil d’arc pilote avec une faible impédance. 2. Après le courant d’arc pilote initial, l’impédance est générée dans le circuit pour aider au transfert de l’arc sur la plaque.
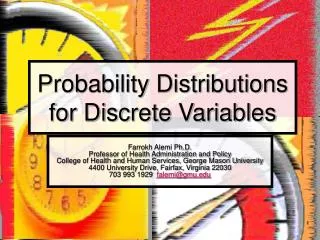
Carte de circuit de démarrage (PCB14) Fonctionnement (Suite) • Les condensateurs ALEL contrôlent l’impédance dans le circuit d’arc pilote (voir figure 1). • Lorsque SSI1 génère du courant entre l’électrode et l’injecteur (en passant sur l’entrefer), les hacheurs continuent à délivrer le courant d’arc pilote. • A ce stade, les condensateurs ALEL ne sont pas chargés et le courant d’arc pilote initial traverse ces condensateurs (voir figure 2). Ce flux de courant charge les condensateurs ALEL.
Carte de circuit de démarrage (PCB14) Fonctionnement (Suite) • Lorsque la tension sur la batterie de condensateurs atteint un niveau de 85 Vcc, le transistor bipolaire à porte isolée se ferme et le courant d’arc pilote est dérivé dans le transistor bipolaire à porte isolée et la résistance de puissance (voir figure 3). A ce stade, la DEL D1 s’allume. • Comme le courant est dérivé dans le transistor bipolaire à port isolée, la batterie de condensateurs ALEL se décharge. • Lorsque la tension de la batterie de condensateurs tombe en-dessous de 85 Vcc, le circuit logique ferme le transistor bipolaire à porte isolée et le courant d’arc pilote retraverse les condensateurs ALEL.
Carte de circuit de démarrage (PCB14) Fonctionnement (Suite) • L’activation et la désactivation du courant d’arc pilote est destinée à maintenir 85 Vcc sur la batterie de condensateurs. Ce niveau de tension développe une impédance sur le fil de l’arc pilote qui est supérieure à l’impédance du câble de masse. • Plus l’arc transfère sur la plaque, moins il y a d’oscillation entre les condensateurs ALEL et le transistor bipolaire à porte isolée. • Une bonne connexion du câble de masse, des consommables neufs et une hauteur de perforation adéquate détermineront l’action du circuit de démarrage.
Figure 1 Schéma simplifié du circuit de démarrage ALIMENTATION PLASMA HACHEUR INDUCTANCE + RESISTANCE Condensateurs ALEL TRANSISTOR BIPOLAIRE A PORTE ISOLEE ARC DE COUPE DIODE LOGIQUE DE COMMANDE CIRCUIT DE DEMARRAGE ARC PILOTE -
Figure 2 Courant d’arc pilote initial ALIMENTATION PLASMA HACHEUR INDUCTANCE + RESISTANCE Condensateurs ALEL TRANSISTOR BIPOLAIRE A PORTE ISOLEE ARC DE COUPE LOGIQUE DE COMMANDE DIODE + Vp_arc -(arc pilote) CIRCUIT DE DEMARRAGE ARC PILOTE -
Figure 3 Transistor bipolaire à porte isolée actif, D1 allumé ALIMENTATION PLASMA HACHEUR INDUCTANCE + + Vcondensateurs - RESISTANCE Condensateurs ALEL TRANSISTOR BIPOLAIRE A PORTE ISOLEE ARC DE COUPE LOGIQUE DE COMMANDE DIODE + Vp_arc -(arc pilote) CIRCUIT DE DEMARRAGE ARC PILOTE -
Figure 4 Arc principal commence le transfert ALIMENTATION PLASMA HACHEUR INDUCTANCE + RESISTANCE Condensateurs ALEL + Vc_arc -(arc pilote) TRANSISTOR BIPOLAIRE A PORTE ISOLEE ARC DE COUPE LOGIQUE DE COMMANDE DIODE CIRCUIT DE DEMARRAGE + Vp_arc -(arc pilote) ARC PILOTE -
Détection des pannes du circuit de démarrage • D2 doit toujours être allumé. • D1 s’allume dès que la torche s’allume, puis s’éteint dès que l’arc transfère sur la plaque. Si le transfert d’arc est immédiat, D1 ne s’allume jamais. • Si la torche a des ratés d’allumage ou ne transfère pas vers la plaque, procédez aux contrôles suivants : • Vérifier la résistance sur H10 et H4 ; elle doit être d’environ 5,5 K Ohms.
Détection des pannes du circuit de démarrage (Suite) • Vérifier la jonction de la diode D12. • Vérifier D2 ; doit être allumé. • Allumer la torche dans l’air, s’assurer que D1 s’allume. • Vérifier la résistance sur la résistance R3, elle doit être de 1 Ohm. • Vérifier la résistance sur H8 et H1, elle doit être d’environ 15 K Ohms.
Carte E/S série (PCB5) Fonctionnement Objet : • Contrôler les entrées et les sorties de la console de gaz. • Lorsqu’une LED est allumée, la sortie ou l’entrée correspondante est active. • D2 (validation sortie) doit être allumée pour que les sorties soient actives. • Si D5 (LED d’alimentation) est allumée et que D2 ne l’est pas, il y a un problème de communication entre PCB2 et E/S série.
Détection des pannes - Utilisation de l’écran de statut (Suite)
Détection des pannes - Utilisation de l’écran de statut (Suite)
Détection des pannes - Utilisation de l’écran de statut (Suite)
Détection des pannes - Utilisation de l’écran de statut (Suite)
Détection des pannes - Utilisation de l’écran de statut (Suite)
Test du capteur de courant Pour mesurer le courant de sortie, tel qu’indiqué par le capteur de courant, mesurer la tension CC au point indiqué dans le tableau. REC9 REC5 REC6 REC7 REC10
Procédure de test du module hacheur • Coupe l’alimentation du système HT4400 (CB1). • Déconnecter les deux bornes allant vers le filtre de ligne (LF1) sur la console d’allumage à semi-conducteurs. • Retirer les fusibles importants F1, F2, F3, et F4. Vérifier que les fusibles ne sont pas ouverts électriquement. • Localiser le redresseur d’entrée sur le haut du hacheur.
Procédure de test du module hacheur (Suite) • Mettre le HT4400 (CB1) sous tension. Donner au système un signal de démarrage plasma et vérifier la tension CC qui sort du redresseur en entrée. La tension doit être de 360 VCC après que CON1 s’active. • S’il n’y a pas de 360 VCC, dans ce cas, contrôler l’entrée CA vers le redresseur d’entrée. Elle doit être d’environ 255 VCC phase à phase après l’entrée CON1.
Procédure de test du module hacheur (Suite) • S’il y a du 360 VCC au niveau du redresseur d’entrée, vérifier la sortie de tension des hacheurs. • Localiser les fils 48 A et 39 A en bas de CH1. Initier un signal de démarrage de plasma et mesurer la tension CC sur ces fils. Le relevé de tension doit être de 360 VCC. • Localiser les fils 48 B et 39 B en bas de CH2. Initier un signal de démarrage de plasma et mesurer la tension CC sur ces fils. Le relevé de tension doit être de 360 VCC.
Procédure de test du module hacheur (Suite) • Si la tension en sortie est présente, dans ce cas, le hacheur est O.K. Avant de vérifier la tension en sortie de CH3 et CH4, intervertir le connecteur PL3.6 par PL3.9 et le connecteur PL3.5 par PL3.7 sur la carte PCB3. • Localiser les fils 48 C et 39 C en bas CH3. Initier un signal de démarrage de plasma et mesurer la tension CC sur ces fils. Le relevé de tension doit être de 360 VCC.
Procédure de test du module hacheur (Suite) • Localiser les fils 48 D et 39 D en bas de CH4. Initier un signal de démarrage de plasma et mesurer la tension CC sur ces fils. Le relevé de tension doit être de 360 VCC. • Remettre les connecteurs PL3.6, PL3.9, PL3.5, et PL3.7 dans leurs positions initiales.
Procédure de test du module hacheur (Suite) • Localiser la DEL1 sur la carte à circuits de CH1, CH2, CH3, et CH4. Cette DEL indique une alimentation de 120 VCA vers le hacheur. Si la DEL est éteinte, vérifier qu’il y a du 120 VCA sur le connecteur JP6 sur le hacheur. En l’absence de tension, revérifier le câblage vers la carte de distribution d’alimentation.
Procédure de test du module hacheur (Suite) • Localiser la LED3 sur la carte à circuits de CH1 et CH2. Cette LED change de couleur en fonction de la sortie de courant du hacheur. Au repos, elle est rouge et lorsq’un arc est établi, elle passe au vert puis au jaune.
Procédure de test des fuites • Test de fuite 1 • Ouvrir toutes les vannes de la console de gaz, MV1 à MV7. • Régler le levier de sélection de gaz 1 en fonction du gaz plasma adéquat. • Régler le levier de sélection de gaz 2 sur le bon gaz neutre. • Sélectionner “Test de fuite 1” (leak test 1) sur la molette de sélection. • Laisser le système se pressuriser puis couper les gaz. • Surveiller les jauges de pression au niveau de l’alimentation en gaz. • De cette manière, SV1 à SV7 sont activés et SV8 à SV12 sont désactivés.
Procédure de test des fuites (Suite) • Test de fuite 2 • Ouvrir toutes les vannes de la console de gaz, MV1 à MV7. • Régler le levier de sélection de gaz 1 en fonction du gaz plasma adéquat. • Régler le levier de sélection de gaz 2 sur le bon gaz neutre. • Sélectionner “Test de fuite 2” (leak test 2) sur la molette de sélection. • Laisser le système se pressuriser puis couper les gaz. • Surveiller les jauges de pression au niveau de l’alimentation en gaz. • De cette manière, SV8 à SV12 sont activés et SV1 à SV7 sont désactivés.
Séquence de fonctionnement • Séquence de mise sous tension. • Le disjoncteur (CB1) sur le dos de l’alimentation est activé. • 3 secondes de purge N2. • 3 secondes de purge de débit de coupe. • Contrôle du statut du contacteur de flux de fluide de refroidissement (FS1). • Si le flux de fluide de refroidissement est bas, l’alimentation vers le Refroidisseur d’eau est coupée. • Si vous mettez le système sous tension pour la première fois, mettez le sélecteur (S2) dans l’un des deux modes de test de fuite. • Le statut du signal de démarrage de plasma est contrôlé.
Séquence de fonctionnement (Suite) • Le statut des verrouillages est contrôlé. • Si aucune erreur n’est détectée, “OK” s’affiche et le système attend un signal de démarrage de plasma. • Le démarrage plasma est donné. • Le maintien est initié par la carte du microprocesseur (PCB2). • Le gaz du pré-débit arrive. • Le contacteur principal et le contacteur (CON1 & Con2) activés. • Le courant CC éclaire les voyants.
Séquence de fonctionnement (Suite) • 2 secondes après le lancement du plasma donné, le relais d’arc pilote (CR1) accroche, le statut des capteurs de pression PP et SP est alors contrôlé ainsi que l’entrée de perte de phase. • 2 secondes après que le signal de démarrage de plasma soit donné, PCB2 relâche le signal de maintien. • Si le CNC émet un maintien, le gaz de pré-débit reste. • PCB2 surveille le statut du signal de maintien pendant 30 secondes maximum après que le signal de départ de plasma soit donné. • Si le CNC émet un maintien supérieur à 30 secondes, dans ce cas “Hd” s’affiche et toutes les fonctions sont invalidées pendant que le signal de démarrage de plasma est relâché.
Séquence de fonctionnement (Suite) • Lorsque le signal de maintien est relâché, l’allumeur à semi-conducteurs (SSI1) est activé. • PCB2 recherche l’entrée de transfert d’arc et/ou l’entrée de courant du hacheur 1&2 à partir de la carte analogique (PCB3) (CH3&4 ne sont pas utilisés pour produire un arc pilote). • Lorsque l’une de ces entrées est reçue, SSI1 se désactive. • Si le transfert d’arc n’est pas détecté dans les 300 millisecondes, dans ce cas “XF” s’affiche et toutes les fonctions sont invalidées jusqu’à ce que le signal de démarrage soit relâché. • PCB2 reçoit le signal de transfert d’arc de PCB3.
Séquence de fonctionnement (Suite) • Les hacheurs 3&4 s’activent et les quatre hacheurs exécutent la montée en rampe initiale. • La montée en rampe initiale dépend du point de consigne du courant. • Si le point de consigne est supérieur à 160 A, dans ce cas, le courant du hacheur total est réglé à 200 A, sinon, le courant total du hacheur est réglé à 100 A. • La sortie du compteur de démarrage est active. • 20 millisecondes après le transfert d’arc, CR1 se ferme et le gaz de plasma passe du pré-débit au débit de coupe. • La sortie du transfert d’arc est initiée par CNC. PCB2 attend le signal de perçage complet du CNC si le perçage complet est actif.
Séquence de fonctionnement (Suite) • Le gaz inerte passe du pré-débit au débit de coupe lorsque le perçage complet est relâché (actif). • Tous les hacheurs réalisent une montée en rampe exponentielle pour obtenir le courant de sortie. • PCB2 surveille l’entrée de PCB3 indiquant que tous le hacheurs délivrent du courant et que l’arc est transféré vers la pièce à usiner. • Le système PAC est maintenant en état de marche. • Les capteurs de pression PC et SC sont surveillés en continu.