Pipeline Engineering - PE
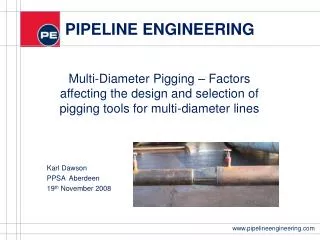
Pipeline Engineering - PE. Developments in Mechanical Production Cleaning of Pipelines. Robin Brinham PPSA Aberdeen Nov. 14th. Why Pig a pipeline? Production Cleaning Process Data Gathering Phase 1 Proving Piggability Phase 2 Progressive Cleaning Factors Affecting Cleaning Tool Design

Pipeline Engineering - PE
E N D
Presentation Transcript
Pipeline Engineering - PE Developments in Mechanical Production Cleaning of Pipelines Robin Brinham PPSA Aberdeen Nov. 14th
Why Pig a pipeline? Production Cleaning Process Data Gathering Phase 1 Proving Piggability Phase 2 Progressive Cleaning Factors Affecting Cleaning Tool Design Designing the Right Cleaning Tool Case Studies Conclusion Agenda
Pigging is an operation to remove debris or unwanted deposit build up in a pipeline Build up of deposit can: restrict fluid flow/increase pressure damage pumps prevent chemicals accessing pipe wall encourage corrosion prevent assessment of pipeline integrity Planned pigging program is essential to overcome the above Why Pig A Pipeline? Wax removed from a 14” line using a dual module tool
Data Gathering Develop Pigging Program/Design the Tool Implement the Production Cleaning Program Phase 1, prove piggability Phase 2, progressive cleaning Production Cleaning Process Solid Works based pig design (computer modelling can be used to help confirm tool can traverse the line)
Effective Production Cleaning depends critically on gathering the appropriate data Nature/quantity of debris Handling eg NORM, black powder etc Line Conditions: temperature pressure flow rates product chemistry Line Features/Geometry Bends, ‘Y’s’, ‘T’s’, valves, id changes, Pigging History Data Gathering Heat damaged PU cup
Progressive CleaningPhase 1 For infrequently pigged lines it can be critical to prove piggability. • Low density followed by higher density foams of increased diameter • Risk of wax candle (esp. <12”) • Once plugged d/p may harden wax consistency • Consider the use of chemical additives for wax dispersion prior to cleaning Foams of different diameter and coating
Progressively increasing the “aggressiveness” of the tool minimises the risk of blockage Tool design will generally consist of a metal body with discs and/or cups attached or both In the final stages they may have studs, pins, scraper blades or metal plates attached The removal of highly abrasive deposits e.g. black powder or sand particularly in gas lines often involves the use of pick up gels Pingers/Transmitters are often used to help confirm tool location The art is to remove enough but not too much of the debris during any one pigging run Progressive Cleaning Phase 2 Studded Cups
Out of the many factors affecting pig design three are especially critical: Pipe Size Effectiveness of attachments eg brushes in small ID’s Higher frictional resistance on the PU for small ID tools Weight stress for larger ID tools (friction, compression set/static stress..) Pipe Length Additional friction wear and possible heat build up Bend Radius Pig length, body tube diameter, sealing length Factors Affecting Cleaning Tool Design 56” tools, 54% weight saving using Aluminium.
Factors Affecting Cleaning Tool Design Other factors include: • Medium used to propel tool • ID changes • Valves, Y’s, T’s etc • Subsea or Cross Country • extra sub sea features eg manifolds, pigging loops etc • Pig Trap Design Dual diameter, unbarred “T’s”…
Each pipeline is different, use of ‘standard’ tool designs does not guarantee success In many cases a bespoke approach is required: Gather the data Design the tool Build the prototype Test Loop trial Finalise Tool design Client witnessed trial The overall objective to maximise tool effectiveness and to minimise risk Equal ‘Y’ test loop arrangement with 5D back to back bends Designing The Right Cleaning Tool
Many recent developments are incremental: Towing module for brushes etc Annular cleaning heads Brush redesigns A new innovation is the Automatic Multiple Pig Launching System(AMPL)whereby depressurising the launcher will arm the next cleaning tool ready for launch What’s New? AMPL pigs in launch cassette
Large trunk line with heavy wax deposits Cleaning to be affected along considerable length and at elevated temperature Substantial sand inclusion Tool needed to be robust with careful choice of PU grade Waxy Crude Oil Cleaning tool after receipt, low flow, check valves..
Mineral Extraction Minerals (Zn/Pb) extracted from powdered ore then residue mixed with cement and piped underground for mine roof support • 4.5km, 8” line used intermittently • Residue paste settled/set restricting line • Used progressive macerating pigs to remove hard sludge (5” to 6.5” in 0.5” increments). • Sludge removed in sections (too much to remove all at once) • Complete removal of all sludge achieved Metal ‘cutters’ to break up sludge Sludge layer breaking up
To effectively clean lines it is essential to gather the requisite information Using a ‘standard’ pig will frequently give unsatisfactory results (every line different) The potential cost of inadequate pipeline cleaning can be very high Conclusions