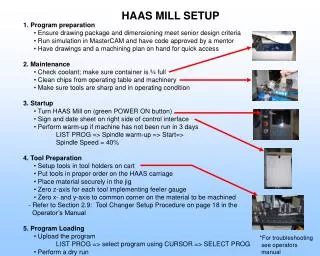
HAAS UNIQUE G-CODES
HAAS UNIQUE G-CODES. UNIQUE MILL G-CODES. G12/13 - CIRCULAR POCKET MILLING G51 - SCALING G53 - NON-MODAL MACHINE COORDINATE SYSTEM G68 - ROTATION G101 - MIRROR IMAGE G150 GENERAL PURPOSE POCKET MILLING. OVERVIEW. Description of Codes Code Format Effects of Settings Unique Features


HAAS UNIQUE G-CODES
E N D
Presentation Transcript
UNIQUE MILL G-CODES • G12/13 - CIRCULAR POCKET MILLING • G51 - SCALING • G53 - NON-MODAL MACHINE COORDINATE SYSTEM • G68 - ROTATION • G101 - MIRROR IMAGE • G150 GENERAL PURPOSE POCKET MILLING
OVERVIEW • Description of Codes • Code Format • Effects of Settings • Unique Features • Examples
G12/G13-CIRCULAR POCKET MILLING • Used for milling circular pockets • G12 [D.. ] [F… ] [I…] [K… ] [L…] [Q…] [Z…] (Clockwise move) • G13 is used for counter clockwise moves • D - Tool radius offset selection • F - Feedrate • I - Radius of first circle(or finished circle if no K) • K - Radius of finished circle (optional) • L - Loop count for deeper pockets (used with a G91) • Q - Incremental radius step (required with K) • Z - Depth of cut (or increment with L) This is an standard feature
G12/G13-CIRCULAR POCKET MILLING (cont) • G12 and G13 are Non-modal • Cutter Compensation is included in this routine • Use D00 to ignore tool offset • Use I without K and Q for small pockets or holes • When using K and Q, only K should be the radius of the desired finished pocket • Position cutter in a previous block or add an X and Y to the G12/G13 line
O0010 ; T1 M06 ; G90 G54 G00 X1.0 Y1.0 ; S1500 M03 ; G43 Z0.1 H1 M08; G12 Z-0.5 I0.4 D01 F15. ; G00 Z0.1 M09 ; G28 G91 Y0 Z0 ; M30 ; G12 Example using I(Finished Radius) We want to mill a 0.8” diameter 0.5” deep pocket using a 0.5” endmill. The picture shows the tool path for the code given. Only one pass is required for this example, so there is only an I value (circle radius) in the G12 line. G12 will use conventional rather than climb milling
O0010 ; T1 M06 ; G90 G54 G00 X1.0 Y1.0 ; S1500 M03 ; G43 Z0.1 H1 M08; G12 G91 Z-0.5 I0.3 K1.5 Q0.3 D01 F15. L3; G90 ; G00 Z0.1 M09 ; G28 G91 Y0 Z0 ; M30 ; G13 Exampleusing I, K, Q We want to mill a 3.0” diameter 1.5” deep pocket using a 0.5” endmill. As seen in the picture, the first pass is the I value (0.3”). Additional passes of Q increments (also 0.3”) are made until the full radius (K1.5) is cut. Then the tool will move down in Z another 0.5” and repeat the process. The G13 cycle will repeat three times (L3) to produce a depth of 1.5” This example requires more passes in both the radius and depth so K, Q and L (and a G91) are used in addition to I.
G51-SCALING • Used to proportionally increase or decrease X, Y, Z, I, J, K, or R values in subsequent lines of code • G51 [X…] [Y…] [Z…] [P…] • X - Optional X-axis center of scaling • Y - Optional Y-axis center of scaling • Z - Optional Z-axis center of scaling • P - Optional scaling factor, 3 place decimal from 0.001 to 8383.000 • With G51, you can easily create different size parts by just changing the P value. • G50 - Cancel Scaling This is an optional feature along with G68 - Rotation.
G51-SCALING(cont) • Setting 71- If P is not used, Setting 71 is the default scaling factor. • G51 X1. 5 Y1.0 (Scaling center is at X1.5, Y1.0 and the scale factor is determined by Setting 71) • If X, Y, or Z are not used, the current work coordinate is used as the scaling center • G00 X1.0 Y2.0 • G51 P2. (Scaling center is at X1.0, Y2.0 with a scale factor of 2.) The factory default for setting 71 is 1.0, meaning no scaling would take place.
G51-SCALING(Example) Take geometry shown by dashed line and double the size. Use the original work coordinate origin as the scaling center. = Work coordinate origin = Center of scaling O0010 ; T1 M06 ; G54 G90 G00 X0 Y0 ; G43 Z0.1 H1 ; S500 M03 ; G51 P2. ;(Scale factor of 2.) M97 P10 ; G28 G91 Y0 Z0 ; M30 ; N10 G00 X1. Y1. ; G01 Z-0.5 F15. ; X2. F20. ; Y2. ; G03 X1. R0.5 ; G01 Y1. ; G00 Z0.1 ; M99 ; (Original geometry) Z values will also be doubled, so depth of pocket will be -1.0.
G51-SCALING(Example 2) Take geometry shown by dashed line and double the size. Use a different work coordinate as the scaling center. = Work coordinate origin = Center of scaling O0010 ; T1 M06 ; G54 G90 G00 X0 Y0 ; G43 Z0.1 H1 ; S500 M03 ; G51 X1.5 Y1.5 P2.; M97 P10 ; G28 G91 Y0 Z0 ; M30 ; N10 G00 X1. Y1. ; G01 Z-0.5 F15. ; X2. F20. ; Y2. ; G03 X1. R0.5 ; G01 Y1. ; G00 Z0.1 ; M99 ; (Scaling center X1.5 Y1.5) (Original geometry)
G51-SCALING (Example 3) The smaller area is the original geometry. You can make the part 1.5 times larger with a G51 P1.5 like shown at right. = Work coordinate origin = Center of scaling O0010 ; T1 M06 ; G54 G90 G00 X0 Y0 ; G43 Z0.1 H1 ; S2500 M03 ; G51 P1.5 ;(Scale Factor of 1.5) M97 P10 ; G28 G91 Y0 Z0 ; M30 ; N10 G00 X-0.125. Y-0.2. ; G01 Z-0.5 F50. ; Y3.125. F20. ; G02 X0.25Y3.375 R0.375 ; G01 X1.6562 ; G02 x2. Y3.0313 R0.3437 ; G01 Y2.125 ; G03 X2.375 Y1.75 R0.375 ; G01 X3.5 ; G02 4. Y1.25 R0.5 ; G01 Y0.4375 ; G02 X3.4375 Y-0.125 R0.5625 ; G01 X-0.2 ; G00 Z0.1 M09 ; M99 ; (Original geometry)
G53-NON-MODAL COORDINATE SYSTEM • Cancels existing work coordinate system • Can be used to return spindle or table to machine zero • G53 Y0. • Moves table to machine zero in Y • Must be used with a G49 if you have a Z value (G49 cancels tool offset) • G53 G49 Z0. • Returns spindle to machine zero • An alternative to G28 G91 Z0; • With G28 you must remember to add a G90 afterwards • With G53 you stay in G90 mode This is a standard feature.
G68-ROTATION • Used to rotate subsequentX, Y, Z, I, J, or K values by a specified angle using a center of rotation • [G17] [G18] [G19] G68 [a] [b] [R] • G17, G18, G19 - Plane of Rotation • a - Center of rotation for the first axis • b - Center of rotation for the second axis • R - Angle of rotation in degrees, from -360.000 to -360.000, 3-place decimal • G69 - Cancels G68-Rotation This is an optional feature along with G51 - Scaling.
G68-ROTATION(cont) • Setting 72 - If R is not included in the G68 line, Setting 72 is the default angle of rotation • Setting 73 - Must be on to have the rotational value incrementally change in G91 mode • Can be combined with Scaling - Scaling should be activated first • Cutter Comp should be turned on after G51 or G68 commands and turned off before G50 and G69. The factory default of Setting 72 is 0.0.
G68 - ROTATION(Example) (Window geometry) We will take one of the arched windows and rotate it around the origin in 45 degree increments. = Work coordinate origin = Center of scaling O0010 ; T1 M06 ; G54 G90 G00 X0 Y0 ; G43 Z0.1 H1 ; S500 M03 ; M97 P10 L8; G69 M09 ; G28 G91 Y0 Z0 ; M30 ; N10 G91 G68 X0 Y0 R45. ; G90 ; G00 X1. Y1. Z0.1 ; G01 Z-0.5 F15. M08 ; X2. F20. ; Y2. ; G03 X1. R0.5 ; G01 Y1. ; G00 Z0.1 ; M99 ; (Pocket routine is done 8 times.) (Rotate 45°) By altering the “L” and “R” in the underlined blocks you can vary the number of windows cut.
G68 - ROTATION (Example 2) We will take a pocket that is uniform around the X-axis, and rotate it around the origin in 60 degree increments. = Work coordinate origin = Center of scaling O0010 ; T1 M06 ; G54 G90 G00 X0 Y0 ; G43 Z0.1 H1 ; S500 M03 ; M97 P10 L6; G69 M09 ; G28 G91 Y0 Z0 ; M30 ; N10 G91 G68 X0 Y0 R60. ; G90 ; G00 X-0.4911 Y2.9062 ; G01 Z-0.5 F15. M08 ; G02 X0.4911 Y2.9062 I0.4911 J0.0938; G01 X0.1228 Y0.9774 ; G02 X-0.1228 Y0.9766 I-0.1228 J0.0234; G01 X-0.4911 Y2.9062 G00 Z0.1 ; M99 ; (Rotate 60°) (Pocket geometry) Note that in this and the last example we included an X and Y in the G68 line to define the center of rotation.
G101-MIRROR IMAGE • Used to produce a mirror image of a sequence of codes around an X, Y, Z, A or B axis • G101 [X] [Y] [Z] [A] [B] • At least one axis must be specified • Any value given will be ignored • G100 cancels mirror image You can mirror image more than one axis at a time. This is an standard control feature.
G101-MIRROR IMAGE(cont) • Setting 45 - Mirror image X-axis • Setting 46 - Mirror image Y- axis • Setting 47 - Mirror image Z-axis • Setting 48 - Mirror image A-axis • Setting 80 - Mirror image B-axis • These settings activate mirror imaging without using G101 • If only one axis is mirrored, climb milling will be changed to conventional milling (i.e. direction of travel will be reversed). Cutter compensation is also reversed. When you use these settings, mirror imaging will be active until you manually turn the settings off.
G101-MIRROR IMAGE(Example) O0010 ; T1 M06 ; G54 G90 G00 X0 Y0 ; G43 Z0.1 H1 ; S500 M03 ; M97 P20 ; N10 G101 X0 ; M97 P20 ; G100 ; G00 Z0.1 ; M09 ; G28 G91 Y0 Z0 ; M30 ; N20 G00 X-0.4653 Y0.052 ; G01 Z-0.5 F15. M08 ; G01 X-1.2153 Y0.552 ; G03 X-1.3059 Y0.528 R.0625 ; G01 X-1.5559 Y0.028 ; G03 X-1.5559 Y-0.028 R.0625 ; G01 X-1.3059 Y-0.528 ; G03 X-1.2153 Y-0.552 R.0625 ; G01 X-0.4653 Y-0.052 ; G03 X-0.4653 Y0.052 R.0625 ; M99 ; In this example, we will mirror the Pocket on the right in the X-axis, producing a similar pocket on the left. (Pocket geometry) Because the pocket is symmetrical around the X-axis, we could add a Y0 in line N10 and not change the part. This would allow us to Climb Mill on the second pocket as well as the first.
G101-MIRROR IMAGE(Example 2) O0010 ; T1 M06 ; G54 G90 G00 X0 Y0 ; G43 Z0.1 H1 ; S500 M03 ; M97 P10 ; N10 G101 Y0 ; (Mirror in Y-axis) M97 P20 ; G28 G91 Y0 Z0 ; M30 ; N20 G00 X2. Y2. ; G01 Z-0.5 F15. ; X4. F20. ; Y4. ; G03 X2. R1. ; G01 Y2. ; G00 Z0.1 ; M99 ; (Original geometry) In this example, we will mirror the pocket on top, in the Y-axis, producing a similar pocket on the bottom. In this example, Climb Milling on the first pocket is changed to Conventional on the second pocket.
G101-MIRROR IMAGE (Example 3) O0010 ; T1 M06 ; G54 G90 G00 X0 Y0 ; G43 Z0.1 H1 ; S500 M03 ; M97 P10 ; N10 G101 Y0 X0; (Mirror in X- M97 P20 ; and Y- axes) G28 G91 Y0 Z0 ; M30 ; N20 G00 X2. Y2. ; G01 Z-0.5 F15. ; X4. F20. ; Y4. ; G03 X2. R1. ; G01 Y2. ; G00 Z0.1 ; M99 ; If we add an X0 to line N10, it will produce results shown above. Climb Milling will also take place on the second pocket.
G150-POCKET MILLING • Used to mill a pocket by defining only the outside shape of the pocket • G150 G41* P… F… D… I… J… K… Q… R… X… Y… Z… [L…] [S…] • P - Number of Sub-program defining pocket(required) • F - Feedrate • D - Tool diameter offset selection • I - X-axis cut increment (I or J is required) • J - Y-axis cut increment • K - Finish cut allowance • Q - Incremental Z-axis cut depth per pass (>0) (reqiuired) • R - R plane position (required) • X & Y - Position of starting hole • Z - Final depth of pocket • L - Optional repetition count for additional pockets • S - Optional spindle speed * G42, Cutter Comp Right, is also permissible This is an standard control feature.
G150-POCKET MILLING (cont) • You should first drill a hole at the X,Y entry location. • The Pocket definition must be in a Sub-program, not a subroutine. • The Sub-program must have less than 40 strokes. • Codes other than G, I, R, X and Y in the Sub-program are ignored • The first move in the Sub-program should be from the clearing hole to a point on the pocketedge • The last move in the Sub-program should be to that same starting point on the pocket edge • You can use either G91 (Incremental) or G90 (Absolute) moves in the Sub-program
G150-POCKET MILLING (cont) • There is no finishing pass in the Z depth. • Q is a positive value for the amount of incremental step down in Z for deeper pockets. • You cannot use both I and J. • If you use L for additional pockets, you must have a G91 and incremental positioning in the G150 line • You will also need to drill all your clearing holes prior to the G150 line • The finishing pass, K, is taken at the full depth (Z) of the pocket. • It is also possible to program an island within a pocket. (See the Operators Manual for an example of this.) • You can not use a G68 with G150
G150-POCKET MILLING(Example) O0010 ; T1 M06 ; G54 G90 G00 X3.0 Y3.5 ; G43 Z0.1 H1 ; S2500 M03 ; N10 G81 Z-0.5 R0.1 F25. ; T2 M06 ; G43 Z0.1 H2 ; S2000 M03 ; G150 P200 G41 X3.0 Y3.5 Z-0.5 F30. R0.1 Q0.2 I0.3 K0.02 ; G00 Z0.1 M09 ; G28 G91 Y0 Z0 ; M30 ; O0200 ; G01 X2.0 ; Y2.0 ; X4.0 ; Y4.0 ; G03 X2.0 Y4.0 R1.0 ; G01 Y3.5 ; M99 ; (Sub-program for Pocket geometry) In this example, we will mill the pocket shown using steps along the X-axis of 0.3”(I). We will take a maximum depth of cut of 0.2”(Q). (The first pass will only be 0.1”). We will leave 0.02”(K) for a finishing pass. The geometry is in program number O0200(P) Notice that there is a drill cycle in line N10 for a clearing hole.
Visit our web site, http://www.haascnc.com/training to view Information Modules on other features of the Haas Control. You can also download training booklets on the Haas Control and CNC Programming.
Prepared by Haas AutomationTraining DepartmentOxnard, CA 93030