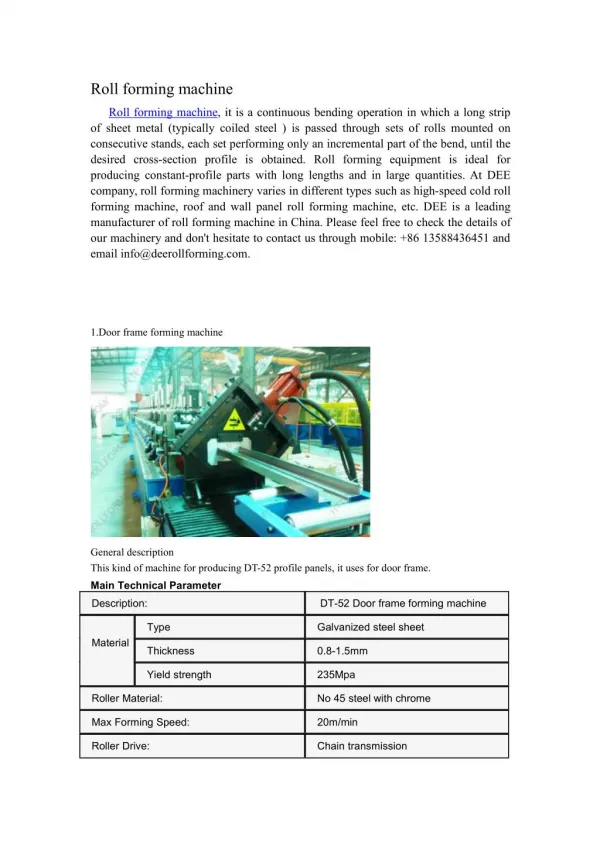
Metal Extrusions and Roll Forming
250 likes | 379 Vues
This document explores the critical aspects of material straightness in metal extrusions and roll forming. It defines key terms such as camber, curve, bow, and twist, explaining how each affects the final product's quality. Factors influencing material straightness include horizontal and vertical alignments during processing. The importance of precision in forming operations to avoid defects such as excessive camber and twist is highlighted, along with the implications of these defects in production. For detailed technical insights, explore the recommended online resources.

Metal Extrusions and Roll Forming
E N D
Presentation Transcript
Metal ExtrusionsandRoll Forming Chapters 3.1 and 3.11
http://www.world-aluminium.org/production/processing/extrusion.htmlhttp://www.world-aluminium.org/production/processing/extrusion.html
Material straightness is another tolerance consideration. Factors that establish material straightness include camber, curve or sweep, bow, and twist. The terms camber, curve, and bow are many times interchanged when describing material straightness, but they actually have slightly different meanings. A formed part's horizontal and vertical planes are determined by their position in the roll forming process. Material straightness terms include: Camber Camber is the variation of a side edge from a straight line. Extreme camber contributes to curve, bow, and/or twist in the finished part. Curve or SweepCurve or sweep is the variation from a straight line in the horizontal plane measured after the part has been roll formed. Causes of curve or sweep included incorrect horizontal roll alignment and uneven forming pressure. Bow Bow is the variation from a straight line in the vertical plane. It can be either cross bow or longitudinal bow. Bow is often caused by the existence of irregular vertical spaces on symmetrical sections and from uneven forming areas on unsymmetrical sections. [could use an illustration here!] Twist A formed part is said to have twist when it resembles a corkscrew effect. This is often caused by excessive forming pressure in the final formed part. For most roll forming operations, twist is typically less than 5° in 10 feet of formed parts. http://www.corrugated-metals.com/rollforming3.html#tolerance