Download

1 / 7
0 likes | 2 Vues
In todayu2019s high-stakes environmentsu2014like pharmaceutical manufacturing, biotechnology labs, and food or chemical processing facilitiesu2014maintaining a contaminant-free atmosphere is critical. As the demand for cleaner, more controlled environments grows, so does the need for smarter, more adaptable solutions. Clean Room Panels have evolved to meet this demand, and the future lies in Modular clean room panels that combine flexibility, cost-efficiency, and cutting-edge performance.<br><br><br><br><br>

E N D
The Future of Smart Panels in Clean Room Design: Revolutionizing Clean Room Efficiency and Flexibility
INTRODUCTIONIn today’s high-stakes environments—like pharmaceutical manufacturing, biotechnology labs, and food or chemical processing facilities—maintaining a contaminant-free atmosphere is critical. As the demand for cleaner, more controlled environments grows, so does the need for smarter, more adaptable solutions. Clean Room Panels have evolved to meet this demand, and the future lies inModular clean room panelsthat combine flexibility, cost-efficiency, and cutting-edge performance.
Why Modular Clean Room Panels Are the Future Modular wall systems are transforming the way clean rooms are designed and built. Unlike traditional construction methods, modular panels allow rapid installation—often in hours rather than days—while significantly reducing engineering costs, labor, and material expenses. These panels are especially valuable for businesses that need scalable, customizable solutions.
Key Advantages: Speed & Efficiency: Quick to install, minimizing downtime and operational disruption. Flexibility: Non-progressive systems allow easy relocation, replacement, or expansion. Customization: Panels are tailor-made to meet specific project requirements and layouts. Cost-Effectiveness: Reduced material and labor costs make it a budget-friendly solution.
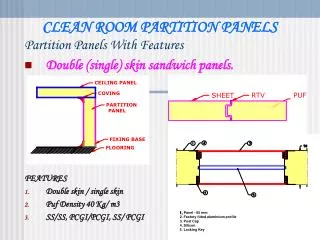
Modular Clean Room Panels: Specifications & Materials When designing a modular clean room system, understanding the available specifications helps in selecting the right solution for your application. Available Sizes:Fully customized to fit project-specific dimensions. Panel Types: PUF (Polyurethane Foam PIR (Polyisocyanurate) Rockwool (Mineral Wool) Core Applications:Pharmaceutical, Food, and Chemical industries.
Material Composition: Frame: M-section (GI / Aluminium) Sheet Finish: GI Pre-Coated / GI Powder-Coated / Stainless Steel 304 Sheet Thickness: 0.5mm, 0.6mm, 0.8mm, 1.0mm Panel Thickness Options: 35mm, 50mm, 80mm, 100mm, 150mm Insulation In-Fill Options:PUF, Rockwool, and PIR, depending on thermal and fire-resistance requirements.
Smart Design for a Cleaner Tomorrow As clean room demands continue to rise in precision-driven industries, adopting smart clean room panel systems is no longer a luxury—it’s a necessity. Modular clean room panels not only support stringent contamination control standards but also offer unmatched scalability and adaptability for future expansions. From reduced costs and faster deployment to tailored configurations and premium insulation, the future of clean room design clearly belongs to modular systems.