Inicio
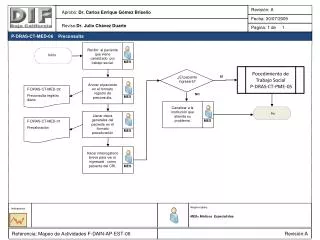
Wip: Planta y plataforma. Recepción de Wip. Inicio. Rayar tacón y sangría planta. Parchado. Lavado. Fijar Planta a plataforma. Prensar. Rayar sangría plataforma. Forrado. Aplicar primer. Costear. Afinado de talón planta. Cardar planta. Secado primer. Lavado.


Inicio
E N D
Presentation Transcript
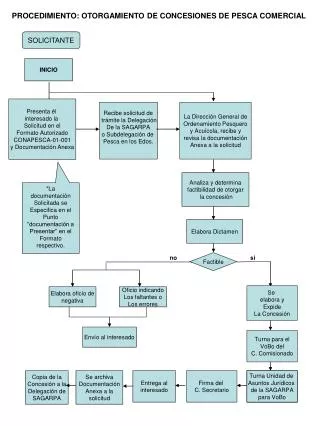
Wip: Planta y plataforma Recepción de Wip Inicio Rayar tacón y sangría planta Parchado Lavado Fijar Planta a plataforma Prensar Rayar sangría plataforma Forrado Aplicar primer Costear Afinado de talón planta Cardar planta Secado primer Lavado Abrir sangría ambos elementos Lijar planta Forrado Resanado Embarrar y subir a banda Cardar plataforma Revisado Fin Embarrar y subir a banda Liberado Delimitar proceso a mapear.
2. Documentar todas las áreas u operaciones necesarias en la producción de un buen servicio (DPU, tiempo de ciclo, costo de cada paso) . 3. Identifica los procesos VA y los NVA. Fijar Planta a plataforma DPU = 3 prs/hr CT = 30 seg/par $ = 0.23 VA Prensar DPU = 5 prs/hr CT = 60 seg/par $ = 0.46 VA VA Costear DPU = 1 prs/hr CT = 20 seg/par $ = 0.15 Lavado DPU = 0.5 prs/hr CT = 45 seg/par $ = 0.33 Resanado DPU = 3 prs/hr CT = 70 seg/par $ = 0.38 Revisado DPU = 9 prs/hr CT = 40 seg/par $ = 0.30 VA NVA NVA
Enlistar las Y’s internas y externas del proceso. Identificar las X’s internas y externas a cada proceso. Subensambre - Alineación • Producto p/Banda • Alineación • Resistencia • Producto p/Banda • Alineación • Resistencia Fijar Planta a plataforma DPU = 3 prs/hr CT = 30 seg/par $ = 0.23 VA Prensar DPU = 5 prs/hr CT = 60 seg/par $ = 0.46 VA VA Costear DPU = 1 prs/hr CT = 20 seg/par $ = 0.15 Material Operador Máquina Herramientas Procedimiento Temperatura Tiempo Material Operador Máquina Herramientas Procedimiento Temperatura Tiempo Material Operador Máquina Herramientas Procedimiento Temperatura Tiempo • Producto p/Banda • Producto sin excesos • Producto p/Banda • Producto detallado • Producto p/Banda • Producto certificado y/o reproceso o scrap. Lavado DPU = 0.5 prs/hr CT = 45 seg/par $ = 0.33 Resanado DPU = 3 prs/hr CT = 70 seg/par $ = 0.38 Revisado DPU = 9 prs/hr CT = 40 seg/par $ = 0.30 VA NVA NVA Material Operador Máquina Herramientas Procedimiento Temperatura Tiempo Material Operador Máquina Herramientas Procedimiento Temperatura Tiempo Material Operador Máquina Herramientas Procedimiento Temperatura Tiempo
6. Clasificar las X’s como controlables o no controlables. 7. Identificar donde actualmente se recolectan datos y donde se va a requerir recolectar datos. Subensambre - Alineación • Producto p/Banda • Alineación • Resistencia • Producto p/Banda • Alineación • Resistencia Fijar Planta a plataforma DPU = 3 prs/hr CT = 30 seg/par $ = 0.23 VA Prensar DPU = 5 prs/hr CT = 60 seg/par $ = 0.46 VA VA Costear DPU = 1 prs/hr CT = 20 seg/par $ = 0.15 Material Operador Máquina Herramientas Procedimiento Temperatura Tiempo Material Operador Máquina Herramientas Procedimiento Temperatura Tiempo Material Operador Máquina Herramientas Procedimiento Temperatura Tiempo Información necesaria Información necesaria • Producto p/Banda • Producto sin excesos • Producto p/Banda • Producto detallado • Producto p/Banda • Producto certificado y/o reproceso o scrap. Lavado DPU = 0.5 prs/hr CT = 45 seg/par $ = 0.33 Resanado DPU = 3 prs/hr CT = 70 seg/par $ = 0.38 Revisado DPU = 9 prs/hr CT = 40 seg/par $ = 0.30 VA NVA NVA Material Operador Máquina Herramientas Procedimiento Temperatura Tiempo Material Operador Máquina Herramientas Procedimiento Temperatura Tiempo Material Operador Máquina Herramientas Procedimiento Temperatura Tiempo Información actual