Download
1 / 1
10 likes | 304 Vues
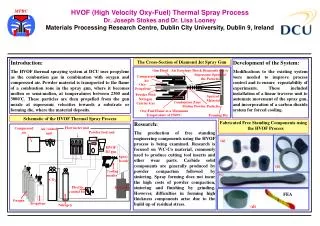
Gun Head. Air Envelope. Shock Diamonds due to Supersonic Speeds of the Particles. Compressed Air. Oxy - Propylene. Powder With Nitrogen Carrier Gas. Sprayed Material. Combustion Zone. Molten Powder Particles. Oxy-Fuel Flame at a Maximum Temperature of 2760 o C. Forming Die.

E N D
Gun Head AirEnvelope Shock Diamonds due to Supersonic Speeds of the Particles Compressed Air Oxy-Propylene Powder With NitrogenCarrier Gas Sprayed Material Combustion Zone Molten Powder Particles Oxy-Fuel Flame at a Maximum Temperature of 2760oC Forming Die Air control unit HVOF DJ gun Flow meter unit Compressed air Powder feed unit Spray booth Cooling nozzles CO2 Electric control box Extractor Oxygen Propylene Nitrogen HVOF (High Velocity Oxy-Fuel) Thermal Spray ProcessDr. Joseph Stokes and Dr. Lisa LooneyMaterials Processing Research Centre, Dublin City University, Dublin 9, Ireland Introduction: The HVOF thermal spraying system at DCU uses propylene as the combustion gas in combination with oxygen and compressed air. Powder material is transported to the flame of a combustion zone in the spray gun, where it becomes molten or semi-molten, at temperatures between 2300 and 3000°C. These particles are then propelled from the gun nozzle at supersonic velocities towards a substrate or forming die, where the material deposits. The Cross-Section of Diamond Jet Spray Gun Development of the System: Modifications to the existing system were needed to improve process control and to ensure repeatability of experiments. These included installation of a linear traverse unit to automate movement of the spray gun, and incorporation of a carbon dioxide system for forced cooling. Schematic of the HVOF Thermal Spray Process Fabricated Free Standing Components using the HVOF Process Research: The production of free standing engineering components using the HVOF process is being examined. Research is focused on WC-Co material, commonly used to produce cutting tool inserts and other wear parts. Carbide solid components are generally produced by powder compaction followed by sintering. Spray forming does not incur the high costs of powder compaction, sintering and finishing by grinding. However, difficulties in forming high thickness components arise due to the build up of residual stress. (a) (b) (c) FEA (d)