Non Destructive Testing (NDT)
Non Destructive Testing (NDT). Definition. A wide group of analysis techniques used in science and industry to evaluate the properties of a material , component or system without causing damage. Nondestructive examination ( NDE ) Nondestructive inspection ( NDI )


Non Destructive Testing (NDT)
E N D
Presentation Transcript
Definition A wide group of analysis techniques used inscience and industry to evaluate the properties ofa material, component or system without causing damage. Nondestructive examination (NDE) Nondestructive inspection (NDI) Nondestructive evaluation (NDE)
Importance of NDT • Does not permanently alter the article being inspected • Save both money and time in product evaluation, troubleshooting and research • Can be used to detect flaws in an in-process machine part
Common NDT Methods NDT methods rely upon use of electromagnetic radiation, sound, and inherent properties of materials (such as thermal, chemical, magnetic etc.) to examine samples.
Some of the methods used • Ultrasonic Testing • Magnetic particle inspection • Dye penetrant inspection/Liquid penetrant inspection • Radiographic testing • Eddy-current testing
Application Areas • Aerospace engineering • Mechanical engineering • Electrical engineering • Civil engineering • Systems engineering • Medicines
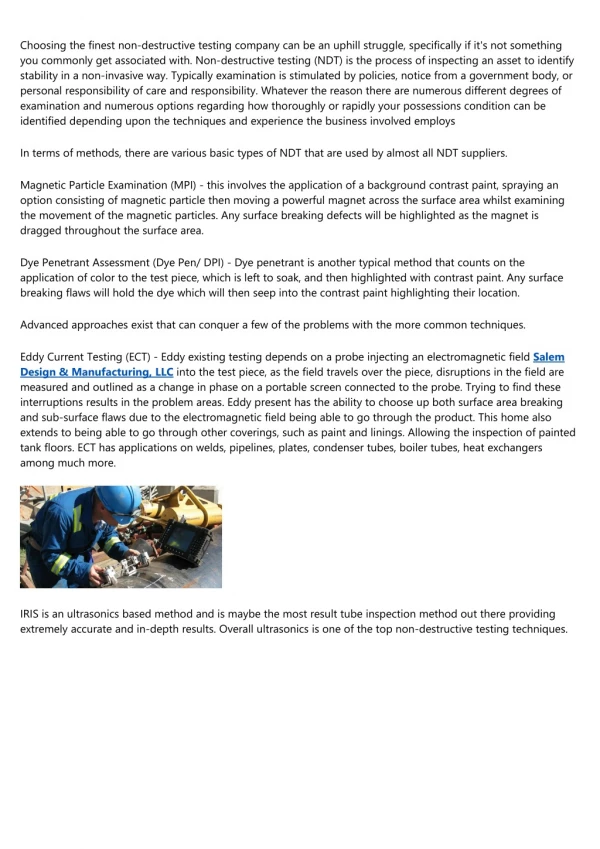
Ultrasonic testing • Very short ultrasonic pulse-waves are launched into materials to detect internal flaws. • Used for steel and other metals and alloys, can also be used on concrete, wood and composites (with less resolution). • Used in many industries including aerospace, automotive and other transportation sectors.
Two methods of receiving the ultrasound waveform: • Reflection • Through Transmission
Principle: LEFT: A probe sends a sound wave into a test material. There are two indications, one from the initial pulse of the probe, and the second due to the back wall echo. RIGHT: A defect creates a third indication and simultaneously reduces the amplitude of the back wall indication. The depth of the defect is determined by the ratio D/Ep.
Magnetic particle inspection • Part is magnetized. • Presence of a surface or subsurface discontinuity in the material allows the magnetic flux to leak, since air cannot support as much magnetic field per unit volume as metals. • Ferrous iron particles are then applied to the part. • Particles will build up at the area of leakage and form what is known as an indication.
Dye Penetrant Inspection • Penetrant may be applied to the test component by dipping, spraying, or brushing • After adequate penetration time, the excess penetrant is removed, a developer is applied. • Developer helps to draw penetrant out of the flaw where an invisible indication becomes visible to the inspector
Section of material with a surface-breaking crack that is not visible to the naked eye. • Penetrant is applied to the surface. • Excess penetrant is removed. • Developer is applied, rendering the crack visible.
Radiographic Testing • Short wavelength electromagnetic radiation (high energy photons) to penetrate various materials. • The amount of radiation emerging from the opposite side of the material can be detected and measured
Form of results from Radiographic Testing Tube exhibiting no cracking Tube exhibiting light cracking Tube exhibiting moderate cracking Tube exhibiting severe cracking
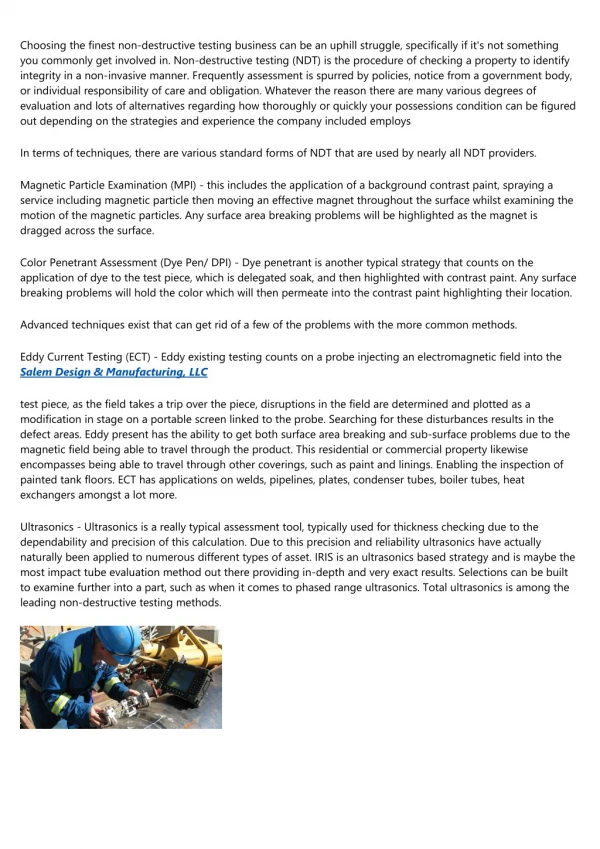
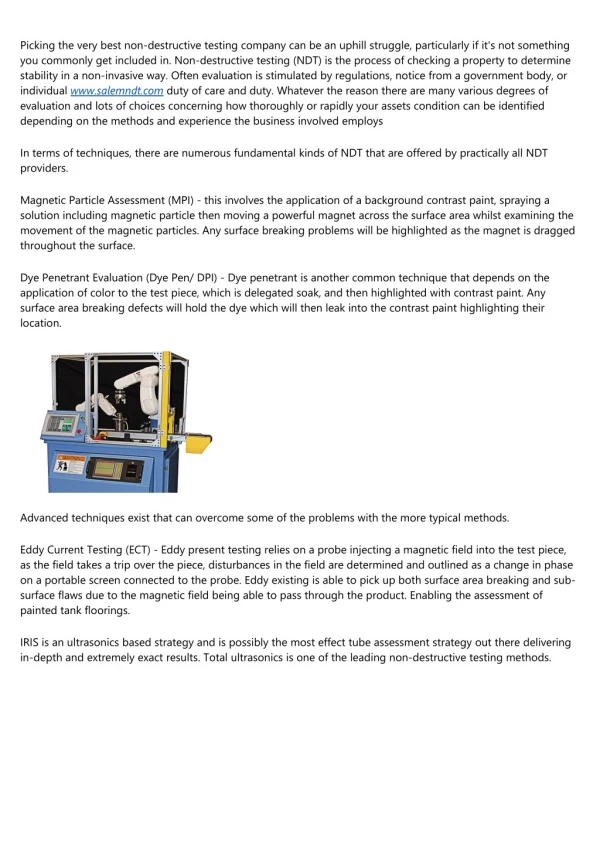
Eddy-Current Testing Uses electromagnetic induction to detect flaws in conductive materials.
Variations in the phase and magnitude of these eddy currents can be monitored using a second 'receiver' coil, or by measuring changes to the current flowing in the primary 'excitation' coil. • Variations in the electrical conductivity or magnetic permeability of the test object, or the presence of any flaws, will cause a change in eddy current and a corresponding change in the phase and amplitude of the measured current.
A Case Study • A process plant contained two stainless steel vessels which had been operating for 21 years. The contents of the vessels were flammable, mildly toxic and contained 500 ppm of chlorides. The vessels were operated from full vacuum up to 15 psi for 20 cycles per day. They contained an agitator which was used in part of the process. Both vessels had been hydraulically tested to 70 psi when new but had not been subjected to a test since
Company thought that stainless steel would not break. Hence, no leak detection equipment had been installed and reliance was placed on plant operators noticing the smell or observing drips. • A competent Person from a large insurance company prescribed external visual examination supplemented by a hammer test every 2 years. • Was this suitable?
The combination of stainless steel and chlorides immediately raises concerns regarding the possibility of stress corrosion cracking. While the cracks were likely to initiate on the inner surface, an external examination could detect the presence of through wall cracks only. However, stress corrosion cracks can be very tight and difficult to see with the naked eye. The hammer test offers no benefit - who knows what a good vessel should sound like!
During a thorough examination, it was found that vessel developed leaks at 40 psi. Further investigation of the vessel found thousands of through wall cracks. The vessel had not leaked in service because the contents were too viscous to pass through the tight stress corrosion cracks. • Finally it was decided to go for NDT with Dye Penetrant Inspection using fluorescent dyes, which give a higher sensitivity and much better results in the confined, dark space of the vessel.
Conclusion • NDT techniques provide cost-effective and reliable analysis under realistic conditions. • Each NDT technique has certain capabilities and limitations and often more than one technique is used to cover various parts. • Increasing availability of robotic scanners improve the speed of testing large surfaces, hence minimizing the testing time.
References • THE IMPORTANCE OF WELDING QUALITY CONTROL,K.M. WONG & Scarlett YEUNG,A.E.S. Destructive & Non-Destructive Testing Ltd • http://www.hse.gov.uk/comah/sragtech/techmeasndt.htm#CaseStudies • http://en.wikipedia.org/wiki/Nondestructive_testing#Methods_and_techniques • http://testex-ndt.com/from-the-field/corrosion-detected-in-pipelines-using-lfet/