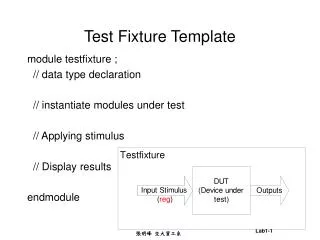
Welding Fixture
Welding Fixture. By Victor Rodriquez Aman Bains. Badger Meter Plate Strainers. Badger Strainers are designed to effectively protect the measuring elements in the meters.

Welding Fixture
E N D
Presentation Transcript
Welding Fixture By Victor Rodriquez Aman Bains
Badger Meter Plate Strainers • Badger Strainers are designed to effectively protect the measuring elements in the meters. • They also assist in minimizing turbine rotor bearing loading and resultant wear to maintain accurate meter registration and extend the service life of the meter.
Perform Arc 360S welder • Max weight support 1100 lbs • Max servo speed 16 RPM’s • Welding rate 12 inches/min • Welding fixture will attach to the servo and robotic arm will weld components together
Areas to focus • Avoiding obstructions for the Perform Arc 360S welder
Design Update • Design changes mainly concentrated on making parts easy to machine (To reduce cost). • We divided some components in to multiple ones to reduce machining and material cost. (Ex. Flange Hub) • Made the center part of the fixture stable to remove a locking mechanism. • Change the size of the hex shaft to from 2 ¼ to a 2 inch. -easier to find and cheaper (customer, OK) -Increased the length of the shaft to get clearance for the robotic welder. • Change tacking fixture for rectangular tube part. To increase durability and to easy the assembly. • Redesign locking mechanism. Change spring type.
Welding Fixture Last Semester Main set of the Welding Fixture
Design Changes Before After
Fabrication Plan • There are 2 sets of welding fixtures 1st will be made by a machine shop facility. 2nd set which is used to weld the square housing together will be built at Sac state. The material (Main welding fixture) will be bought by the machine shop facility. Overall cost approximation was $17,200 ($9071) 2nd set was built by Jim and material used was 4140 alloy steel-annealed 33”x6”x1/4” $110 Steel Square tubing 1,1/2” Free Washer were made from scraped 4140 rods 2” Free 1 Bolt Free
Fabrication Plan Electric Discharge Machining • EDM only works with materials that are electrically conductive. • Can cut complex shapes on steel without the need of reheating
Fabrication Plan CNC Machines • Vertical milling machines • CNC Lathes
Testing Plan 3 test will be done on the welding fixture • 1st Test deflection of the shaft to determine if hand calculations meet the test results. Due to receiving the parts late we are not able to perform the test. • 2nd Test, make sure the fixture components can be assembled are secure. • 3rd Test, Timing analysis -Fixture assembly. -Strainer assembly. -Transition times from one stage to another. -Results will be compared with the previous welding method. • 4th test will consist of checking the quality improvement of the strainer. For this test we will use a Measuring Arm.
Measuring Arm This is a great tool used for reverse engineering
Fabrication issues • Materials arrived late • Production of certain parts took more time then quoted • Communication error, resulted in producing an extra part. To mate hub and shaft onto servo.
Addition Design modifications Once completed, locking mechanism were not working properly. To diminish the problems • Bigger chamfers were applied • Grinding of certain parts • Design new locking spheres
Pay back period • Insert excel estimates
Future Considerations • Universal Welding Fixture that will incorporate various strainer diameters. • Replace older welding fixture with new locking mechanism welding fixture.
Conclusion • Any questions?