IMPROVE MACHINING PROCESS CAPABILITY BY USING SIX-SIGMA
IMPROVE MACHINING PROCESS CAPABILITY BY USING SIX-SIGMA. AFRIZON 3333 090551 REGULER A. ABSTRAK.


IMPROVE MACHINING PROCESS CAPABILITY BY USING SIX-SIGMA
E N D
Presentation Transcript
IMPROVE MACHINING PROCESSCAPABILITY BY USING SIX-SIGMA AFRIZON 3333 090551 REGULER A
ABSTRAK • Six-Sigma adalah sebuah strategi perbaikan untuk mencapai kepuasan pelanggan dengan mengurangi variasi dan dengan demikian menghasilkan produk dan layanan yang lebih baik, lebih cepat danlebih murah. Penelitian ini menyajikan proyek Six-Sigma dari tanaman otomotif menggambarkan bagaimana metodologi DMAIC dan statistik yang diterapkan untuk mengatasi masalah tersebut kemampuan proses manufaktur. • Metodologi proyek ini dapat digunakan dalamumum untuk mengurangi variasi proses untuk lainnyaproses manufaktur juga, yang akan membantu dalammeningkatkan kepuasan pelanggan.
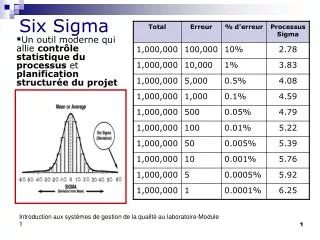
PENDAHULUAN • Sebagai harapan pelanggan dan kompetisi terus menjadi lebih intens, organisasi di seluruh dunia berada di bawah tekan untuk meningkatkan operasional mereka kinerja untuk memenuhi pelanggan dan ekspektasi pasar • Dalam meningkatkan operasional kinerja yang mengarah ke pelanggan yang lebih tinggi kepuasan, Six-Sigma telahdiakui sebagai pendekatan terpadu. Para akar Six-Sigma sebagai mengukur standar variasi proses dapat dilacakkembali ke Walter Shewart, yang menunjukkan bahwatiga sigma dari rata-rata adalah titik mana proses membutuhkan perhatian
PENINGKATAN KUALITASMETODE DAN ENAM SIGMA • Peningkatan kualitas harus dihubungkan dengan proses, apakah manufaktur atau non-manufaktur, dan kemampuan dari proses-proses nyatapengaruh prestasi organisasi. • Banyakproses metodologi perbaikan telahbanyak diadopsi oleh berbagai industri, sepertiseperti, kualitas 5S, ISO 9000, total manajemen (TQM) dan ramping manufaktur. • Prinsip-prinsip 5S memberikansederhana dan sistematis teknik untukmeningkatkan pekerjaan dan proseslingkungan, dan kemudian pengaruh lebih lanjutsikap karyawan terhadap pekerjaanlingkungan.
DEFINE FASE • Fase ini mendefinisikan tujuan danbatas-batas sebuah proyek peningkatanhal persyaratan pelanggan ataukebutuhan bisnis dan prosesmemberikan persyaratan ini • Tujuan dari proyek ini adalah untuk mengurangi memo operasional bak mesin denganmeningkatkan kemampuan proses melahirkanukuran. Sebuah project charter kemudian didefinisikan yang menyatakan deskripsi proyek, tujuan, ruang lingkup, potensi keuntungan, tim anggota, jadwal dan dukungan yang dibutuhkan.
MEASURE PHASE • Untuk merumuskan rencana pengumpulan data untukatas proses, otak penyerbuan sesi dilakukan dengan melibatkan personel dari QA, Produksi, Pemeliharaan, Keselamatan dan Desain. Pengumpulan data berikut rencana, seperti yang diberikan dalam Tabel 2, berevolusi untuk proyek. • Para crankcases diproduksi di mesin menggambarkan masalah proses untukCTQ menanggung ukuran, dialihkan dikenalimenyebabkan rata-rata mempengaruhi proses dan dengan tingkat sigma awal 2.32.
FASE ANALISIS • Pada fase Analisis, berikut Hubungan didirikan melalui dataanalisis,y = f (x)Dimana y adalah CTQ (menanggung ukuran) danini x adalah akar divalidasi dariproses. Fase Analisis dari EnamSigma penawaran proyek
MENINGKATKAN DAN PENGENDALIANFASE • Yang optimal solusi untuk meningkatkanrata-rata dari ukuran bore dan mengurangivariasi ditentukan dan dikonfirmasikan dalamMeningkatkan fase. Fase Analisis bisa mengungkapkan empat masukan proses kuncivariabel (KPIV) bertanggung jawab untuk variasidalam ukuran membosankan. • Percobaan dilakukan olehmenggunakan eksperimen faktorial lengkapteknik, di mana semua efek utama daninteraksi dua faktor yang dipertimbangkan.
PEMBAHASAN • Kasus ini menggambarkan penerapanEnam Sigma untuk menyelesaikan masalahproses manufaktur variasi mempengaruhimenanggung ukuran bak mesin. para DMAICPendekatan Six Sigma adalah sistematismemanfaatkan metodologi pelatihan,pengukuran dan alat analisis data untukmengidentifikasi akar penyebab dan menghilangkanmenyebabkan dengan memperbaiki proses saat inidan dengan demikian mencapai hasil yang lebih baik.