RTFI Process Assurance
This presentation by Lloyd A. Schaefer discusses the importance of reliability metrics in the Radiographic Testing for Flaw Inspection (RTFI) process. It explores the goals of radiographic inspection, the integration of RTFI in product design, and methods to quantify reliability through metrics. Key topics include human factors affecting inspection accuracy, acceptance criteria, flaw detection distributions, and enhancements to maintain on-target performance. The insights aim to improve the reliability of the inspection process, leading to better quality assurance in engineering design.

RTFI Process Assurance
E N D
Presentation Transcript
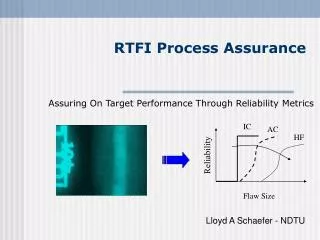
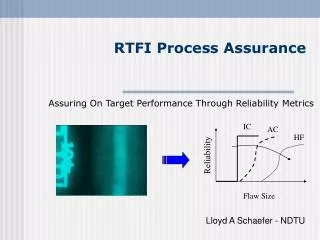
RTFI Process Assurance Assuring On Target Performance Through Reliability Metrics IC AC HF Reliability Flaw Size Lloyd A Schaefer - NDTU
RTFI Process Assurance - Agenda • Radiographic process Goals and Objectives • RTFI in the Product Design process • Defining and Quantifying Reliability • Human Factors • Methods & tools to ensure On Target reliability • In process metrics to track variation • Conclusions and benefits • Questions
Radiographic Process Objectives Why do we perform Radiographic Inspection? • To find all defects? • To find the “good” parts? • To find the “bad” parts? When we perform RTFI, have we; • Found all of the defects? • Found most of the defects? • Found all of the rejectable defects according to the code? Examination of Engineering Design can provide some answers
Engineered Product Design Process Welds, and other products, examined by RT; • Are imperfect structures with variable integrity • Are the result of design efforts to; • Application optimize products through knowledge of material, engineering, fabrication & cost, variables and behavior Design variables which influence product integrity: • Material specification based on properties & behavior • Fabrication process parameters & capability • Radiographic Inspection process capability RTFI’s role: Describe material & fabrication results Need a way to integrate the inputs & quantify the result
Integrated Results of Design, Fabrication and Inspection Flaw and Detection Distributions n/1 Acceptance Criteria Number of flaws/ Probability of Detection 0 Flaw/Defect size
Domains & Definitions Flaw and Detection Distributions n/1 Acceptance Criteria Number of flaws/ Probability of Detection Flaws Detected at [ ] Probability & Rejected 0 Detected and accepted Flaw/Defect size
Material, Process & Inspection Dynamics • Flaw distributions change via Material Properties & Process Capability n/1 Acceptance Criteria Number of flaws/ Probability of Detection 0 Flaw/Defect size
Material, Process & Inspection Dynamics • Detection results change via technology and performance, parameters & variation n/1 Acceptance Criteria Number of flaws/ Probability of Detection 0 Flaw/Defect size
Material, Process & Inspection Dynamics • For a given process/inspection, the Acceptance Criteria determines net distribution of flaws n/1 Acceptance Criteria Number of flaws/ Probability of Detection 0 Flaw/Defect size
Goal for RTFI Process Reliability:Stay on Target! • Limit POD variability to ensure design estimate of part imperfection distribution is accurate 1 Probability of Detection (POD) RTFI Process Target Historical design assumption for RT/RTFI process 0 Flaw/Defect size
What is RTFI, or any NDE, Reliability? NDE processes can be defined as: • A physical process with intrinsic limits (IC) • Limited and varied by a specific sets of application parameters, (AC) • Further varied by human factors during the performance of the inspection (HF) Conceptual Model for NDE Reliability: R=f [AC,HF] < IC and, AC = f (AP,HF) < IC, where HF=0
Graphical Representations of NDE Reliability IC Phy. limit AC HF R Predicted Reliability … or in terms of probability IC AC 100%------ HF R Flaw size, a, or condition measured
Measuring RTFI Process Reliability RTFI is a Human Factors (HF) intensive process • Specific measurements of reliability, are not routinely made for RTFI • Reliance upon a controlled process and trained, certified inspectors to meet legacy performance assumptions Possible outcomes from an RTFI activity:
Measuring RTFI Process Reliability Receiver Operating Characteristic (ROC) • A method for describing reliability via the 4 possible outcomes
Measuring RTFI Process Reliability • The ROC can be related to the POD curve by plotting the true positives proportions as a function of flaw size 1 Probability of Detection RTFI Process Target 0 Flaw/Defect size
Methods for keeping RTFI on Target Round Robin Testing (RRT) identifies keys: • Training and certification • Years of experience (ref. Fucsok et. al.) • Examined ROC vs. years of experience; 0-5, 6-22, 23-35 • True Positive performance maximized in the 6 to 22 year experience group tested • False call performance maximized in the 23-35 year group • More data needed to validate findings • Consensus, or peer review • Strong & consistent influence on accuracy improvement in multiple Probability of Detection Studies • Rummel • Suggs • Stanley
Effects of Peer Review on RTFI Reliability Peer Review Illustration: • Statistically significant series of Radiographs shown to several certified inspectors • Both flaws and unflawed samples used with at least 3:1 ratio of flawed to unflawed areas • Objective: To determine correct interpretation & consensus reliability • Which welds are acceptable? Which need to be repaired? 24A/6R 21A/9R 16A/14R
Effects of Peer Review on RTFI Reliability • Intersection of decisions produces most correct results via physical/metallurgical validations 24A/6R 16A/14R 21A/9R Peer Review fever: Catch it!
Other Tools/Influences on RTFI Reliability Digital/Quantitative Feedback Training • Densitometer as density training aid • Usage results in increased accuracy of film density estimates • Film Digitization/Profiling • Improves quantitative skills PM Weld
Other Tools/Influences on RTFI Reliability Identification of Inspector Potential • EPRI developed Dynamic Inspector Aptitude Testing, DIAT • Testing motivated to quantify human factors which influence inspector performance in POD studies • Five (5) aptitudes measured: • General cognitive ability • Abstract reasoning • Spatial visualization • Pattern recognition • Stress tolerance • Saudi Aramco can participate in this testing via its association with EPRI through Henry Stephens
Conclusions & Benefits of on Target RTFI Reliability • Variation in the RTFI process should be managed • Key variations & effects in the RTFI process: • Type II errors, “misses”, produce a right shifted POD curve • Unique improvements, or creeping elegance, which can result in a left shifted POD curve, but which are not uniform in effect • Produces an increase in Type I errors and repairs • Leads to an increase in the amount of inherent flaws • When the RTFI Process is On Target: • Manufacturing has optimum knowledge of process health • Accurate predictions can be made of the condition and life of the structure • Risk management is improved through accurate flaw distribution inputs to the Risk Based Assessment modules Reliability concepts should be extended to all NDE