Download
1 / 39
750 likes | 2.68k Vues
PRESENTATION ON CUMENE PLANT. 15 TH FEB 2012. PRESENTED BY HARIDASAN V A. CAPACITY AND TECHNOLOGY. Plant capacity : 290,000 MT of Cumene per year On stream factor : 8,000 Hours Hourly production rate : 36.25 MT/hr of Cumene Technology : BADGER Licensing LLC

E N D
PRESENTATION ON CUMENE PLANT 15TH FEB 2012 PRESENTED BY HARIDASAN V A
CAPACITY AND TECHNOLOGY • Plant capacity : 290,000 MT of Cumene per year • On stream factor : 8,000 Hours • Hourly production rate : 36.25 MT/hr of Cumene • Technology : BADGER Licensing LLC • Catalysts : EXXON MOBIL
Raw materials Raw materials required for the production of 290,000 MT per year of Cumene: • Benzene -- 190,904 MT per year • Propylene – 102,728 MT per year • Hourly rate: • Benzene -- 12.841 MT/hr • Propylene – 23.863 MT/hr
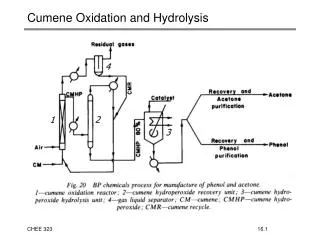
uses • Cumene is mainly used for the manufacturing of Phenol and Acetone. • Cumene is oxidized with air to get Cumene Hydro Peroxide (CHP). This CHP is cleaved to get Phenol and Acetone. • Cumene is also used in small quantities for the manufacturing of Pesticides.
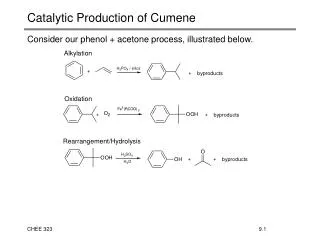
Process Chemistry Benzene is Alkylated with Propylene in the Alkylation reactor to produce IsoPropyl Benzene or Cumene. Zeolite catalyst from EXXON MOBIL is used as the catalyst for the Alkylation reaction. Reaction takes place in liquid phase. Benzene and Propylene are fed to the reactor with a molar ratio of 2:1 Excess Benzene is recycled to the reactor through Benzene column. Di Iso Propyl Benzene(DIPB) and Tri Iso Propyl Benzene(TIPB) are also formed as side reaction products in the reactor. These are collectively called PIPB. DIPB is formed by the reaction of Propylene with Cumene and TIPB is formed by the reaction of Propylene with DIPB. Both DIPB and TIPB are converted to Cumene in the Transalkylator reactor by reaction with Benzene.
CH -CH-CH 3 3 CH =CH-CH 2 3 CH -CH-CH CH -CH-CH 3 3 3 3 CH =CH-CH 2 3 CH -CH-CH 3 3 Process Chemistry • ALKYLATION REACTION + BENZENE PROPYLENE CUMENE SECONDARY ALKYLATION REACTION + CUMENE PROPYLENE DIPB
CH -CH-CH CH -CH-CH 3 3 3 3 CH =CH-CH 2 3 CH CH CH -CH-CH -CH-CH -CH-CH 3 3 3 3 3 3 Process Chemistry • SECONDARY ALKYLATION REACTION + DIPB PROPYLENE TIPB
CH -CH-CH CH -CH-CH 3 3 3 3 CH -CH-CH 3 3 CH -CH-CH CH -CH-CH CH -CH-CH 3 3 3 3 3 3 CH CH CH -CH-CH -CH-CH -CH-CH 3 3 3 3 3 3 Process Chemistry • TRANSALKYLATION REACTIONS + 2 BENZENE CUMENE DIPB + + BENZENE CUMENE DIPB TIPB
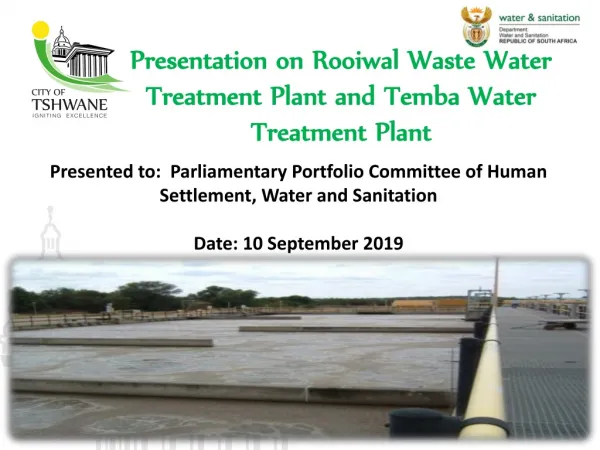
12841 kg/h PROPYLENE TRANSALKYLATION REACTOR V-51002 PROPYLENE TREATERS V-51053 A/B SECONDARY BENZENE TREATERS V-51052 A/B CLAY TREATERS V-51051 A/B ALKYLATION REACTOR V-51001 BENZENE Bypass 36250 kg/h NON AROMATIC PURGE CUMENE NON AROMATIC VENT 5 kg/h PIPBCOLUMN C-51041 AROMATIC VENT 121 kg/h 15 kg/h BENZENECOLUMN C-51021 V-51021 Water 35 kg/h V-51031 CUMENECOLUMN C-51031 V-51041 88 kg/h V-51022 NON AROMATIC PURGE AROMATIC PURGE 95 kg/h 110 kg/h RESIDUE
Process Description Major equipments in Cumene plant are: • Alkylation Reactor • Benzene column • Cumene column • PIPB column • Transalkylation Reactor • Propylene Treaters • Clay Treaters • Secondary Benzene Treaters • Active Carbon bed
Alkylation Reactor Alkylation reactor consists of 4 beds; each one filled with Zeolite catalyst(EM-5100) supplied by Exxon Mobil. • Recycle Benzene from Secondary Benzene Treater is fed to the first (top) bed of the Reactor. Propylene and Alkylation Effluent Recycle are fed to all the four beds of the reactor. • In the Alkylator, Benzene reacts with Propylene to produce Cumene. Some DIPB and TIPB are also produced as side reaction products; • Reaction between Propylene and Benzene is exothermic. Part of the reactor effluent is cooled and recycled to the reactor as quench flow to all the four beds to control the catalyst bed temperature. • Alkylator effluent is then sent to Benzene column for separating and recycling unreacted Benzene.
BENZENE COLUMN • The primary function of the Benzene Column, is to recover all of the unreacted benzene contained in the Alkylation Reactor effluent and Transalkylation Reactor. Benzene is collected as a side draw from Benzene column and recycled to Alkylator and Transalkylator. • The column removes the non aromatic components that are contained in the fresh Benzene feed to the plant by purging from Benzene column reflux pump discharge and Benzene recycle pump discharge. These purges are incinerated in the light incinerator • Benzene column also serves as a Benzene dryer by removing the moisture present in the fresh benzene. Water present in the Benzene feed will get separated and collected in the reflux drum boot and from there it is drained to effluent water treatment system.
BENZENE COLUMN (contd..) • Benzene and Toluene levels in the bottom stream from the Benzene column are to be maintained at very low levels as any Benzene or Toluene present in the bottom stream of Benzene column will appear in the product Cumene. • Propane and other inerts present in the feed are vented to flare from Benzene column under pressure control. • Benzene column bottom stream mainly contains Cumene, DIPB, PIPB, heavies etc which is fed to Cumene column for recovering pure Cumene.
CUMENE COLUMN • Cumene Column separates butyl benzene, cymenes, DIPB, TIPB and heavier components to the levels required to produce specification grade cumene product. • The cumene product is recovered mainly as a sidedraw from tray # 50 and partly as a small distillate stream from reflux pump discharge. Product is directed to one of the two rundown tanks after cooling and from there transferred to Cumene main storage tank. • There is one off spec storage tank to receive product when the plant is under start up or whenever plant is not stable. This off spec material can be fed to Benzene column for reprocessing. • DIPB, TIPB, Cymenes and heavier compounds are removed in the bottom stream from the column. Bottom from Cumene column is directed to PIPB column.
PIPB COLUMN • The PIPB Column operates under vacuum condition, recovers di-isopropylbenzene (DIPB) and tri‑isopropyl benzene (TIPB), collectively referred to as polyisopropylbenzene (PIPB), as a side stream. • The PIPB recycle from PIPB column side draw is fed to the Transalkylation Reactor, where both DIPB and TIPB are converted to cumene. • Light components (mainly cumene, butylbenzene,and cymene) are separated as a distillate purge stream and send to incinerator. • Heavy components (mainly dicyclic aromatics such as diphenyl propane) leave the column from the bottom and send to incinerator.
TRANSALKYLATION REACTOR • The Transalkylation Reactor serves to convert the PIPB back to cumene to increase the overall cumene production. Transalkylation reactor is filled with Exxon Mobil Zeolite catalyst. • Part of the recycled benzene stream from the Benzene Column is combined with the recycled PIPB in a 1:1 ratio to feed to the Reactor. • The Transalkylation Reactor converts about 50% of the feed DIPB back to cumene and the resultant effluent is fed to the Benzene Column for product recovery.
:Propylene Treaters • Propylene treaters are used to remove Sulfur compounds, Arsine and Phosphine from Propylene feed before admitting it to Alkylation Reactor because these are poison to the Alkylation catalyst. • It uses BASF R3-12 as catalyst. This is a mixture of CuO, ZnO and Al2O3. • Treaters are used in series with lead and lag positions. • Each Treater catalyst has a total life of 2 years with first year in lead position and second year in lag position. • Total Sulfur at the outlet of Propylene Treater should be 0.015 ppm.
Clay Treaters • Clay Treaters are used to remove Basic Nitrogen compounds from fresh Benzene feed. • It uses Englehard F-25 Activated clay as catalyst. • Each Treater catalyst has a total life of 6 months with 3 months in lead position and next 3 months in lag position. • Basic Nitrogen at the outlet of Clay Treaters should be less than 0.03 ppm.
SECONDARY BENZENE TREATORS • Secondary Benzene Treators are used to remove polar Nitrogen compounds from the Recycle Benzene stream which are poisonous to the Zeolite catalyst. • Each treator is filled with the a single bed of type 13X Molecular sieve adsorbent. • Expected life of the catalyst is 3 months in the lead position and 3 months in the lag position based on a polar nitrogen concentration in the fresh benzene at 0.5 ppmw • Total Nitrogen at the outlet of Secondary benzene Treater shall be 0.03 ppm.
ACTIVE CARBON BED • Active carbon bed is used to remove Hydrocarbon from PIPB column vacuum pump discharge vent before releasing to atmosphere. • Life of the Carbon bed is 6 months.
ALKYLATION REACTOR • It is important to keep the reactor pressure sufficiently high to keep all the components in liquid state. Low pressure will lead to flashing of Propylene which will result in Propylene oligomerization and deactivation of the catalyst. Reactor pressure is maintained by controlling the reactor effluent flow to Benzene column. • Reactor inlet temp is important to get full conversion of Propylene. Higher temp will lead to more generation of N Propylbenzene and heavies. Low temp will lead to reduced activity of catalyst. Inlet temp need to be increased as the catalyst ages. Temperature is maintained by controlling the reactor effluent recycle stream. • Temp rise across each bed shall be kept low to prevent catalyst deactivation and to reduce side reactions. This is achieved by controlling the Alkylator effluent recycle flow • Benzene to Propylene mole ratio shall be maintained to get Cumene quality and to reduce side reactions. This is achieved by controlling the Recycle Benzene flow to the reactor.
Benzene column • Benzene column pressure is maintained low to allow flashing of Benzene from reactor effluents. Pressure is maintained by controlling vent to flare and by Nitrogen make up to the column. • Tray #3 temp is maintained to get proper separation of Benzene from other constituents. Low temp will lead to slippage of Benzene and Toluene to Cumene column. High temp will increase the Cumene content in recycle Benzene to Alkylator and Transalkylator which will lead to more heavies generation. Temp is maintained by controlling HP steam flow to the reboiler and by adjusting top reflux and side draw reflux flow . • Purge flow from Benzene column overhead and side draw to incinerator are to be maintained to maintain non aromatic concentration in recycle benzene.
Cumene column • Cumene column tray #7 temp is maintained to get proper separation between Cumene and heavier components. Higher temp will lead to presence of DIPB and Cymene in Cumene product. Low temp will lead to Cumene slippage to PIPB column. Temperature is maintained by controlling HP steam flow to reboiler and by controlling reflux flow. • Column pressure is maintained by venting to flare header and by making up with Nitrogen. Maintaining column pressure is important to keep the temperature profile steady. • A small purge flow from Cumene column overhead is maintained to prevent accumulation of lighter ends at the top section of the column.
Pipb column • PIPB column is operated under vacuum to reduce the boiling temperature of DIPB and TIPB. • Column bottom temp is maintained to get proper separation between PIPB and heavy aromatics by controlling HP steam to the reboiler. Low temp will lead to loss of PIPB to incinerator from column bottom. High temp will lead to presence of heavier impurities in PIPB recycle stream. Column top reflux and side draw reflux are also to be maintained to get proper separation. • PIPB recycle flow to Transalkylator has to be maintained to prevent accumulation of PIPB in the system.
transalkylator • Transalkylator reactor pressure has to be maintained by controlling the reactor effluent flow to the Benzene column. Controlling the pressure is important to keep all the constituents in liquid medium. • Benzene to PIPB ratio shall be maintained to get maximum yield from PIPB. Recycle Benzene flow shall be adjusted to get this ratio. • DIPB conversion shall be maintained by adjusting reactor inlet temp. Higher conversion will lead to more byproducts and low conversion will lead to accumulation of PIPB in the system and will come out through Cumene product.
HIGH BENZENE IN CUMENE PRODUCT • CAUSE • Low Benzene column bottom temperature. • CORRECTIVE ACTION • Increase steam flow to reboiler and maintain temp. • CAUSE • Tube leak on Cumene product/Recycle Benzene exchanger • CORRECTIVE ACTION • Confirm the leak by sampling and rectify the leak.
High toluene in cumene product • CAUSE • Low Benzene column bottom temperature. • CORRECTIVE ACTION • Increase steam flow to reboiler and maintain temp • CAUSE • High toluene in the Benzene feed (more than 300ppm) • CORRECTIVE ACTION • Take corrective action to improve the feed quality
High Ethyl benzene in cumene product CAUSE High Ethylene in propylene feed CORRECTIVE ACTION Take corrective action to improve the feed quality CAUSE Ethyl Benzene is produced in Transalkylator because of high temp CORRECTIVE ACTION Reduce temp in Transalkylator.
High NPB in cumene product • CAUSE • Hightemp in Alkylator and Transalkylator • CORRECTIVE ACTION • Reduce reactor temperature • CAUSE • High CycloPropane in the Propylene feed. • CORRECTIVE ACTION • Take corrective action to improve the feed quality.
High NPB in cumene product (contd) • CAUSE • Low B/P ratio in Alkylator feed • CORRECTIVE ACTION • Increase recycle Benzene flow to Alkylator • CAUSE • Low Benzene to PIPB ratio • CORRECTIVE ACTION • Increase recycle Benzene flow to Transalkylator
High butyl benzene in cumene product CAUSE High Butylene in propylene feed CORRECTIVE ACTION Take corrective action to improve the feed quality CAUSE Cumene column is not operated properly. CORRECTIVE ACTION Reduce Cumene column bottom temp and increase reflux flow.
High cymene in cumene product • CAUSE • Cymene is produced by reaction of Propylene with Toluene. Toluene enters the section through fresh benzene feed. • CORRECTIVE ACTION • Take corrective action to improve the feed quality • CAUSE • Cumene column is not operated properly. • CORRECTIVE ACTION • Reduce Cumene column bottom temp and increase reflux flow.
High cymene in cumene product (contd..) • CAUSE • Cymene is not purged out from the plant. • CORRECTIVE ACTION • Increase aromatic purge from PIPB overhead.
High non aromatics in the cumene product • CAUSE • High non aromatics in the Benzene feed • CORRECTIVE ACTION • Take corrective action to improve the feed quality. Increase non aromatics purge from Benzene column overhead and side draw. • CAUSE • Alkylation reactor catalyst is getting aged. • CORRECTIVE ACTION • Increase reactor inlet temp. Increase non aromatics purge.
High dipb in cumene product • CAUSE • Cumene column is not operated properly • CORRECTIVE ACTION • Reduce temp and increase reflux to Cumene column. • CAUSE • Conversion in Transalkylator is not sufficient and DIPB is accumulating in the system • CORRECTIVE ACTION • Increase transalkylator inlet temp to get 50% DIPB conversion.