Download
1 / 20
330 likes | 786 Vues
SUBMERGED ARC FURNACES – OPTIMAL ELECTRICAL PARAMETERS. Author : Luis Ricardo Jaccard jaccard@uol.com.br. Introduction.

E N D
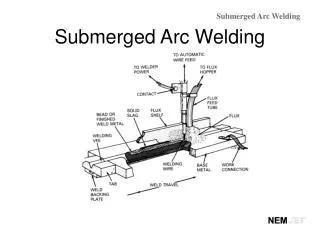
SUBMERGED ARC FURNACES – OPTIMAL ELECTRICAL PARAMETERS Author : Luis Ricardo Jaccard jaccard@uol.com.br
Introduction Between 1923 and 1975, Andreae, Morkramer, Kelly, Persson and many others who have studied the operation of submerged arc furnaces concluded that the values of voltage and current best suited to the operation of these furnaces depended strongly on the diameter of the electrodes. But Westly, the author of factor C3, in 1975, presented a technical paper on which he showed that had not found relationship between ideal current and voltage with the diameter of the electrodes. The main objectives of this presentation are: to show that the factor C3 of Westly does not reflect reality, to rescue the concept of Andreae´s factor k and contribute with a more simple formula to be applied to find the values of optimal voltage and current.
Submerged arc furnace Reactance Eletrode I (A) Ore and coal cold charge V transformer Reaction zone V Hearth V = Electrode to hearth voltage
Theactivepower for eachelectrode is: P = V x I • The resistivity r of the charge depends especially on the percentage of coal necessary for each process. The higher the percentage of coal, the lower the load resistivity and for a specific position of the electrode, • the lower the electrical resistance of the load. • The load resistance is proportional to resistivity and electrode-distance : R r.H Power and resistance • The distance H at which the electrode will be positioned will be: • HR/r, but, R = V/I, so to have a predetermined position H of the • electrode it will be needed a certain V/I value, which will depend • on the resistivity rof the charge: V / I H.r. The greater the resistivity of the material, the higher the V/I to keep certain H.
It can be proved that for each material there is an electrode position H in which the chemical reactions are carried out more efficiently. When the electrode is in that position, the specific power (kW/ton) transferred to the load, in the reaction zone, is the ideal. If H is less than ideal, the kW/ton are higher than necessary, and when H are higher than ideal, the kW/ton are less than the ideal value. In both cases, the energy consumption increases and there is deposition of undesirable material on the hearth. Electrode optimal position The question is what are the values of V and I (or R = V / I) needed to achieve the electrode optimal position for each material and for each value of power P = V. I.
Optimal V and I - Andreae Andreae called power density “pd”the relation “power/electrode cross section” and found that by increasing the power density was necessary to reduce V/I. • Andreae defined a factor "k"= (V/I) . D . p representing the values of V and I that allowed to operate the furnace with the electrode in the ideal position for each raw material and for each power density at the electrode tip. In 1923, Andreae found that the values of V/I appropriate to achieve the optimal position depended on the diameter of the electrodes. For equal power, a larger diameter electrode required to operate with a V/I also higher.
Optimal V and I - Kelly K = V/I . D . Pi 0,35 0,16 1,9 3,1 pd (kW/pol2) Between 1940 and 1952, Kelly charts the optimum operating points for different values of power density on the electrode (pd = P/SE ) and for different materials, where SE = the electrode section = p. D² /4 Kelly graph for FeSi75
Optimal V and I - Kelly • For a furnace that has a certain diameter electrodes, operating with higher values of P requires lower values of R (increasing current and reducing voltage). • For each power, increasing the diameter of the electrodes allows operation with higher voltages and lower currents. The graph shows that as the power density is increased, to maintain ideal H is necessary to reduce R = V / I.
Optimal V and I – Our formula After studying the work of Andreae, Kelly, Morkramer, Westly and Persson, we decided to conduct tests on cassiterite (tin production) furnaces and, between 2005 and 2006, we found that the optimum position of the electrode was obtained with values of V D/P1/4 and also that this formula is almost perfectly suited to graphics by Kelly, especially for FeSi75 and CaC2. The former means that in a given furnace, to maintain the optimal position of the electrode, the increase in power should be performed with reduced electrode-to-hearth voltage (V D/P1/4 ) and with increasing current (I P5/4). The formula shows that the values of V and I, needed for optimum positioning of the electrode, depend on D, confirming what was predicted by Andreae, Kelly, Persson, Morkramer and others who studied this subject between 1923 and 1975.
VD/P1/4formula deduction The goal is to position the electrode at a certain height Hfor different values of R = V / I. Dc is the diameter of reaction zone Dc2 is proportional to the power P. Therefore, Dc P1/2(1) If Dc>> D, the load resistance R is inversely proportional to Dc: Rr.H/Dc (2). Substituting (1) in (2): Rr. H/P1/2 (3) But it wasproventhattheresistivityr is inverselyproportional to powerdensity: r1/(P/D²) (4) From (3) and (4): RD² . H / P3/2 . And, for certain H: RD²/P3/2(5). But,R = V²/P (6). Then, from (5) and (6): V D / P1/4
VD/P1/4 formula explanation By increasing the diameter of the electrode of a furnace that operates with a certain power, the resistivity of the load increases because the power density in the area of contact with the electrode decreases (pdP/D²).If the load resistance increases, to maintain equal H is necessary to increase V/I. Conceptually, the formula can be explained as follows: By increasing the power of a furnace that operates with a certain diameter electrodes, the electrical resistance of the load decreases for two reasons: a) because the resistivity of the load decreases due to increased power density in the area of contact with the electrode tip (pdP/D²)and b) because the diameter of the reaction zone increases with P1/2 .
C3 Fator - Westly In 1975, Westly presented a paper in which concluded that there is no relationship between the optimal electrical parameters of the operation and the diameter of the electrode. He said verbatim: "When a furnace is operated on say 20 MW, the operating resistance will be the same whether the electrode diameter is 1250 mm (49 in.) or 1550 mm (61 in.) provided the raw material are the same. Apparently in conflict with the Andreae concept this conclusion certainly gave rise to concern. But we have to accept it as experience confirmed that it was really so. Then what about the Andreae concept?". After the presentation, at the discussions, Westly was harshly questioned by J. A. Persson and in the end, Westly seemed to agree with Persson.
C3 Fator - Westly Westly concluded that the optimal voltage and current depended only on power, arriving to the following relationships: IP2/3 andV1/P1/3. He called the coefficient “I/P2/3” factor C3. If the Westly (factor C3) formula were correct, a FeSi75 furnace that operated with 23 MW and 83 kA could use 700 mm graphite electrodes, since they bear a current of 83 kA. However, according to all the theory before the year 1975 if the current of 83 kA were used with the electrode of 700 mm for the 23 MW (92 V) power, the electrode tip would be too far from the furnace hearth (high H) causing deposition of material and high specific energy consumption.
C3 Fator - Westly • But why is believed that the factor C3 formula is correct and, sometimes, when used, are not noticed large discrepancies with reality? • One reason is the fact that most furnaces operate with the maximum admissible current through the electrodes. Westly in his work mentions that factor C3 suitable for FeSi75 furnaces is 10.8. This value is correct when operating with maximum power densities at the electrode and the voltages and currents coincide with the k factor value found by Kelly, for the power density of 3.1/3.2 kW per square inch, but are completely different when the electrode diameter is increased or the power is diminished (lower power density).
C3 Fator - Westly Similarly, because of the furnaces operate with maximum current density we have the false impression that the relationshipI P2/3 is correct. Here´s an example: A FeSi75 furnace with 1150 mm electrodes operates correctly with 70 kA and active power of 17.7 MW. Want to increase power to 23 MW, and applying the formula of C3 factor, it is concluded that the current must be increased to 83 kA. By our formula, if the diameter of the electrode remained the same, the current should be increased to 91 kA. However, since the currents of 83 kA or 91 kA are too high for the electrode of 1150 mm, will probably be decided to increase the diameter, for example, to 1250 mm. Thus, by our formula with this diameter, the current to maintain the optimal position of the electrode should be of 83.7 kA, similar to that calculated with the factor C3.
Comparison with Kelly For FeSi75 production, our formula VD / P1/4 comes to results almost identical to the representation of the factor k performed by Kelly. The formula of factor C3, for low power densities, shows completely different results to those found by Kelly.
Optimal V and I – Comparison C3 and J We compare the values of V and I that would be calculated with the Westly formula (C3), where V = P1/3 / C3 , and those calculated with our formula (J), where V D / P1/4 . We start from a known optimal operation in which the electrode diameter is 1150 mm (45 inches), the power is 15 MW (3 phases), current of 65 kA and power factor 0.69. Shown are the values of V and I that would be calculated with C3 and J for two cases: a) equal power (15 MW), larger diameter electrode (1350 mm) and, b) lower power (7,5 MW) without change the electrode diameter (1150 mm). Are calculated the power factors that would be achieved in each case for a reactance of 1.23 mOhm. See table at the next slide
Optimal V and I – Comparison C3 and J • It notes that according with Westly after increasing of the electrode diameter, the furnace, for equal power, should continue operating with the same electrical parameters. By our formula and by the k factor to maintain the optimal position of the electrode after the increase in diameter, the electrode-to-hearth voltage should be increased and the current decreased. • By reducing the power, keeping the diameter of the electrode, according to our formula or with the factor k, the current should be decreased to a greater extent than predicted by the formula of Westly and voltage should be increased rather than decreased.
Conclusions • The C3 factor formula (I = C3.P2/3) of Westly, in our assessment does not correspond to reality. • The Andreaekfactor = (V/I).D.p) and graphics on this factor by Kelly, performed for different materials and different power densities, more accurately represent the points of optimal operation of the furnaces. • The formula we derived and called factor J (VD / P1/4 ) obtain results similar to those found by Kelly for the factor k with the advantage of being simpler to understand and apply. • It can be concluded that the operation with electrodes of larger diameter allows optimal positioning with higher voltage and lower current values, and therefore greater power factors, with the following advantages:4.1. Greater electrical efficiency. 4.2. Lower consumption of electrodes. 4.3. Minor deviations from the ideal position of the electrode.
References Andreae, F. V.: Trans A.I.E.E. 69, 557 (1950) – Trans. Electrochem Soc. 52 152 (1927). Translation from Swedish of a General Treatment of Ferroalloy Technology and electric furnace design principles – Unknown authors. Kelly, W.M.: “Design and Construction of the Submerged Arc Furnace” Carbon and graphite News (1952), Vol 5, Nº1. Persson, J.A.:”The Significance of Electrode to Hearth Voltage in Electric Smelting Furnaces” AIME Electric Furnaces Proceeding, 28, 174 (1970). Westly J.: “Critical Parameters in Design and Operation of the Submerged Arc Furnaces” Electric Furnaces Proceedings (1975) – AIME Meeting. Jaccard, L. R.: “Correlação entre tensão ideal, potência e diâmetro de eletrodos nos fornos de arco submerso – Fator “J” - XXXVIII° Seminário de Aciaria – Internacional – Belo Horizonte – Brasil (2007). Downing J.H, Urban, L.: “Electrical Conduction in Submerged Arc Furnaces” AIME Electric Furnace Proceedings, (1965). Schwabe, W.E. “The mechanics of consumption of graphite electrodes in electric steel furnaces” Jornal of Metals (1972). Jaccard L.R. “Consumo específico de eletrodos em fornos elétricos a arco – Correlação com os fatores de operação” – 43º Congresso Anual – ABM – Belo Horizonte – Brasil (1988).