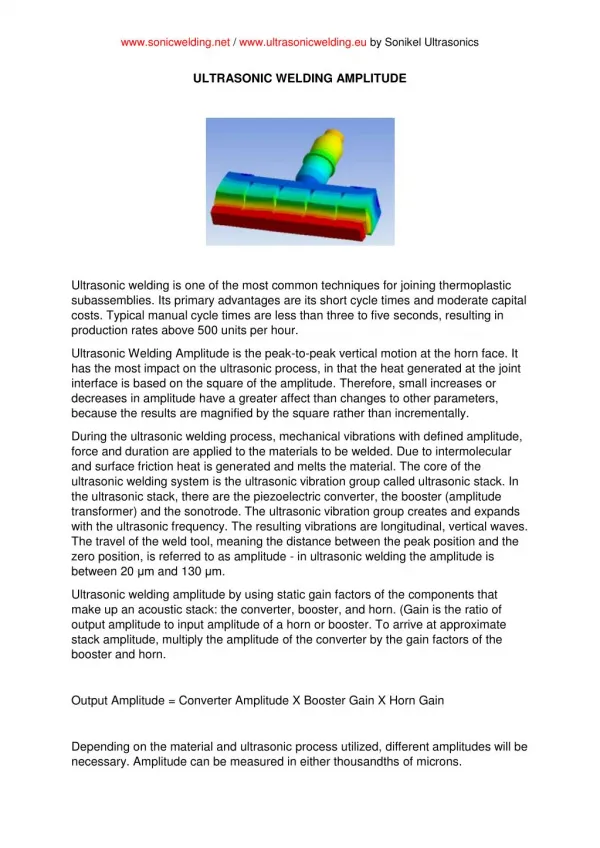
Ultrasonic Tube Sealing Welding Application
Tooth paste tube includes aluminum layer inner side. The outer side is made of pp or pe material. When the tube has aluminum layer, it is very difficult to weld by resistance, heating method. So ultrasonic welding method comes to scene at this point. Cosmetic tubes including PE and PP are also easily welded by ultrasound technology. Advantage of ultrasonic welding, is a cost effective and a green technolgy with below 1 second welding times. As ultrasonic welding is a cold welding method, it doesn’t destroy the material and the result is good looking. Sonikel Ultrasonics, designs and manufactures ultrasonic sonotrodes and fixing apparatus in the ultrasonic welding machine. Ultrasonic welding equipment includes sonotrode. In this application sonotrode is titanium with a special figüre at the bottom side. By using this sonotrode PBL and ABL tubes can be sealed. Ultrasonic generator gives energy to the sonotrode through ultrasonic convertor. The sonotrode and fixture design and all calculations are being realized by Sonikel R&D team. After manufacturing ultrasonic sonotrode, the frequency and amplitude level is measured and come to an optimized level by iteration method. For ultrasonic tube sealing application, Sonikel Ultrasonics prefers 20kHz- 1500 Watt ultrasonic generator. SNKA-2020 or SNKA-2015 models can be also used for the same application. Ultrasonic power supply can be controlled by a PLC on the tube sealing machine or on the automation system. On the PLC by using a normal open contact, the generator can be activated. On the front side of the ultrasonic generator, the ampermeter shows the instant current value of the power supply. On the front panel, there are two led indicators to show over voltage and over current conditions. Ultrasonic welding sonotrode (horn) can be manufactured by aluminum or titanium material. Date marks are processed in the bottom fixture. Ultrasonic horn, is mounted in the «booster» part made in steel. Ultrasonic sonotrode design is made by Sonikel Mechanical R&D Team. Aluminum or titanium sonotrode frequencyt is measured after produced. Amplitude level is also checked in R&D Laboratory. Ultrasonic welding system is going to be operated 7 days as 24 hours. As the sonotrode touches the tube during the welding by a pneumatic force, heat is going to be created on the sonotrode. The heat will be transferred to convertor by steel booster. Sonikel Ultrasonics, plans and applies cooling systems for the sonotrode and the convertor. For this kind of applications, Sonikel provides cooling fans and pressure air regulated by pnuematic equipments. Ultrasonic convertor and ultrasonic sonotrode is cooled by pnuematic air and cooling fan for thermal stability. Especially in summer, the temperature in factories is increased so thermal stability affects welding quality. Thermal stability of Ultrasonic generator is also important for welding quality so two cooling fans are used in the power supply cabinet. In order to have a non stop production, cooling of the ultrasound welding system is very important. Sonikel Ultrasonics is established with a 20 years experience in industry. Sonikel designs and manufactures ultrasonic power supply, generator, ultrasonic sonotrode, mcahines and automation systems. Customer specific applications gives a leader role to Sonikel company in the last 10 years in its sector. Sonikel Ultrasonics, works with Emitel test company based in Germany for LVD and EMC tests. Production procedures are also according to ISO 9001. Sonikel also follows ISO 10002. Sonikel Ultrasonics, has ISO 9001 Quality Management Certificate. Sonikel also works under ISO 10002 Customer Satisfaction Management System. Sonikel focuses customer satisfaction and with its R&D, it follows new technologies. Sonikel Ultrasonics always put his energy to give new ideas to plastic, textile and food industry. By creating new machines and automations, solves many industrial problems with ultrasonic technology. www.ultrasonikvideo.com www.ultrasonicwelding.eu www.sonikel.com.tr
★
★
★
★
★
242 views • 11 slides