PXIE RFQ
PXIE RFQ. Matt Hoff May 21, 2013. Project X at Fermi Lab.

PXIE RFQ
E N D
Presentation Transcript
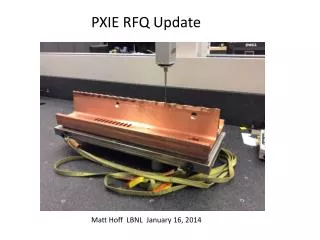
PXIE RFQ Matt Hoff May 21, 2013
Project X at Fermi Lab Project X, a high-power proton facility, will support world-leading programs in long-baseline neutrino physics and the physics of rare processes. It will be unique among accelerator facilities worldwide in its flexibility to support multiple physics programs at the intensity frontier. Project X is based on a 3 GeV continuous-wave superconducting H- linac. Further acceleration to 8 GeV, injected into Fermilab's existing Recycler/Main Injector complex, will support long-baseline neutrino experiments. Project X will provide 3 MW of total beam power to the 3 GeV program, simultaneously with 2 MW to a neutrino production target at 60-120 GeV. A multi-laboratory collaboration with international participation has undertaken the development of Project X. PXIE Project XInjector Experiment PXIE is the integrated systems test for the Project X frontend. It is expected to accelerate a 1-mA CW beam up to 30 MeV.
LBNL RFQ Experience • LBNL has developed approximately eight different RFQ designs over the past 30 years • We have fabricated five different RFQ’s in our shops using both bolt-together and brazing techniques • The SNS RFQ design team (physicist, engineer, mechanical designer) has been reassembled for the PXIE RFQ project RFQ4 (bolt-together design) SNS (RFQ5 – brazed structure) Bob McGill design around 1988 Building 77 project 2000-2001
SNS RFQ Photos Rudy Dennis Jim March 2000 Bo, Dan, Mark, John, Dave
Alex SNS RFQ Photos Don Joe Bob
The PXIE Radio Frequency Quadruple (RFQ) has a vane length of 4430mm made from four modules of approximately equal length that bolt together. 14.5 Ft 4430 mm 425mm BEAM 425mm 16.75 in Module 4 Module 3 1107.5mm Module 2 1107.5mm Module 1 1113.5mm 1101.5mm Approximately 1000 kg each complete module
Each module is made from four vanes oven brazed together Horizontal vane Vertical vane Horizontal vane Vertical vane
Each vane is machined from a single piece of OFC copper (grade C10100) 1150mm x 400mm x 225mm = 923 Kg 1150mm x 370mm x 225mm = 854 Kg Vertical vane Horizontal vane
Cooling passages are gun drilled into each vane (drill diameter x 91 deep) Module 1 & 4 Approximately 12mm diameter Module 2& 3 Corner passages
Vanes are completely machined along their length before oven brazing Electron Beam weld cooling passage plugs before machining, both ends Pre-braze machining includes: Modulations Ports and holes Braze wire grooves Radial matcher Vane cut back Vane end details machined after brazing, both ends
Vanes are completely machined along their length before brazing SNS RFQ modulations
Pi-mode Rods 8 per module 32 total Pi-mode rods are brazed in during the module oven brazing step Oxygen free copper tube, hollow, 10mm outside diameter The small holes hold braze wire for the oven brazing procedure Oxygen free copper ferrule Ferrules are a tight sliding fit on the tube, both ends
Pi-mode Rod Braze Coolant is pumped through the pi-mode rods during operation
Vane Braze Preparation Ultra High Vacuum (UHV) clean all braze parts SNS RFQ The time between cleaning, assembly and oven brazing must be kept as short as possible Large cleaning tanks are required
Vane Braze Preparation Every groove filled Every braze wire staked (secured) No high spots No braze wire protruding Braze wire in grooves Braze wire 1mm dia CUSIL
Pre-braze Assembly Fine adjustment controls Ends must be aligned precisely to line up modulations The assembly fixture used on the SNS RFQ
Braze Hydrogen Furnace Two possible vendors in Fremont Braze in a hydrogen oven in a vertical position Additional vertical supports Vanes are held in place with the braze clamps SNS RFQ in a braze oven
Tolerances after brazing Precision machined vanes +/- 0.2mm +/- 0.2mm All 4 gaps +/-.04mm
RFQ End Machining • Modules are end machined after oven brazing: • Canted spring groove added • O-ring groove added • Raised lip added • Final length machined Canted spring groove O-ring groove Raised lip
Joint Plates 32 required Stainless steel Additional friction bolts - M6 Step Groove Joint plate Joint plate Cooling line connector 24 per module Corner bolts – M8
Fixed Slug Tuners 80 required Snap ring Set screw Screw plate Copper tuner O-ring Canted spring Top view 60mm Final length determined by low power RF testing after oven brazing Cross-section view
Stainless steel 4 required Vacuum manifold A simple flat plate is used to cover an unused vacuum port A simple round to square transition is required to attach a vacuum pump to a module. The transition seals to the module with an O-ring on the square side. The round side mates to the vacuum pump and can use O-ring, conflat or gasket.
PXIE RFQ Fabrication Test Projected completion June 15, 2013 Complete Vane cutting tool test Full length vane fabrication test Projected completion June 15, 2013 Braze clamp test Test of shrinkage and clamp function
Schedule 14 more are on the way PXIE will utilize all most every corner of Building 77 Machine shop Cleaning shop Precision shop Inspection Sorry, no weld shop Assembly fixtures still not designed Lots of smaller parts still not designed Schedule: Test parts – Started March 2012 Estimated completion June 2013 Production RFQ – Start July 2013 Estimated completion Dec 2014 (18 months) Assembly and low power testing at LBNL. Then shipping to FNAL for high power RF assembling and final testing.
The LBNL PXIE Team Steve Virostek – Lead engineer Andrew Lambert - Engineer Derun Li – Lead physicist Steve Matt Hoff - Designer Allan DeMello – Engineer (not shown)