Download
1 / 28
280 likes | 312 Vues
Production Activity Control (PAC) involves executing and controlling production activities on the shop floor to ensure smooth workflow. It includes master production scheduling, material requirements planning, and capacity requirements planning. PAC transfers data between different levels of production planning and manufacturing processes. The system varies based on production continuity and control requirements. It can be flow-based or order-based depending on the production flow type—continuous or intermittent. Intermittent production flows involve producing based on customer orders, while continuous flows involve standardized production anticipating demand.

E N D
PRODUCTION ACTIVITY CONTROL(PAC) Shop floor control
Demand Resources Strategic plannig Resource Planning Sales &Operation Plan (aggregated) Forecasts Rough-cut Capacity Plan Master Production Schedule (MPS) Customers Orders Detailed Capacity Req. P. Material Requirements Plan Plan Execution Input /Output Control Purchasing Control Production Control (PAC) PLANNING AND CONTROL SYSTEM
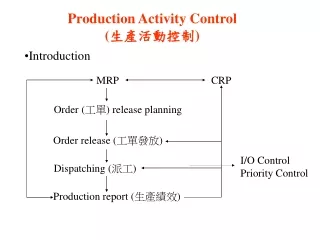
Production Activity Control – PACShop Floor Control PAC – the lowest level of production management system in a company PAC - regulates the work flow through the production system • Master scheduling (MPS/MRP) is a Planning activity • Production Activity Control is an Execution Control activity
Production Activity Control Master Production Scheduling Material Reguirements Planning Capacity Reguirements Planning Planned Orders Data Production Activity Control Scheduling, Dispaching, Monitoring Instructions Data Manufacturing processes Production Activity Control transfers the data from higher levels of production planning (MPS, MRP, CRP)into manufacturing processes instructions. It also tranforms data from shop floor level into information for higher planning levels.
Production Activity Control • Production Activity Control scope, complexity, principles, methods depend on production continuity • Production continuity could be: • flow shop type (continuousflow) • job shop type (intermittentflow, irregularflow) • Productioncontrolsystems: • Flowcontrol - for continuousproductionflow • Order control - for intermittentproductionflow (irregularflow, not continuousproductionflow)
Intermittent production flow • Intermittent production flow: • The products are produced based on customer's orders, on a small scale. • The flow of production is intermittent (irregular) • The large varieties of products are produced • The products are different sizes. No continuousflow of the same size. • The productionsystem is very flexible The types of intermittent production flows: • Project production flows • Jobbing production flows • Batch production flows • Examples: • Tailor • Goldsmith • Furniture to order, car to order, ship to order • Make to orderindustry
Continuous production flow Continuous production flow: • The flow of production is continuous. • The products are standardized. • The products are produced in anticipation of demand, based on demand forecast. • Standardized routing sheets and schedules are prepared. The types of a continuous production flows: • Mass production flows • Apparatus (prosess) production flows. • Examples: • Food industry • Fuelindustry • Cosmetics industry • Washing and hygiene industry (soaps, toothpastes, etc)
Production Activity Control The main elements of PAC • Scheduling – to develop detailed schedule based on timely knowledge and data which will ensure that all the production requirements are fulfilled . • Dispatching – to implement the schedule taking into account the current status of the production system (orders releasing) • Monitoring– to monitor the status of vital components in the system, either with the naked eye or by using technology based methods.
Order Control The objective of Order Control is to optimize the particular order flowthrough the facilitysothatproduction aims are met The goals of Order Control: • High percentage of orders completed on time • High utilisation of workers and facilities • Low work-in-process (WIP) inventory • Minimizecustomerwaittime • Minimizecosts
Job shop scheduling • The main Order Control activityisjob shop scheduling • Scheduling involves assigning duedates to specific jobs (whento start the job, when to finish the job) • Job shop scheduling involves: • Allocating jobs to specific work centers (loading) • Prioritizing all jobs at each work center (sequencing) • Releasejobs to workcenters (dispaching) • Revising priorities as changes occur • Monitoring the progress of jobs Job shop scheduling is used to all operations in a factory, hospital, university or office. For service operations, „job” is replaced by patient, customer or whatever flows through the facility.The work center may be a desk, office, room, or skill speciality.
Start Allocate jobs to work centers (Loading) Prioritize all jobs at work centers (Sequencing) Release jobs to workcenters (Dispaching) Review jobs progress Completed jobs Uncompleted jobs Production Activity Control Job shop control process
Scheduling techniques There are two scheduling techniques to assigning due dates to specific jobs: • Forward scheduling • Backward scheduling Forward scheduling – an approach to scheduling that starts from the present time and schedules each job to start at the earliest possible moment. Advantages: time buffers, Disadvantages: increase work in process inventory Backward scheduling - an approach to scheduling that starts from desired duedate and works backward.Advantages: decrease the work in process inventory; Disadvantages: no time buffers. Forward Scheduling Backward Scheduling B B E E Today Due Date Today Due Date
4 1 6 5 2 3 Capacity over under Time period Shop Loading • The allocation of jobs to workcentersiscalled shop loading • Loadingmethods : • Infinite loading - It does not take into consideration the limited capacity of the facility. Scheduling with unlimited capacity • Finiteloading – assignsjobs to workcenterswithoutregard to capacitylimitations. Scheduling with limitedcapacity INFINITE LOADING (without regard for capacity)
1 4 6 2 3 5 Capacity Time perid Shop loading Finite loading - scheduling with limited capacity – It takes into considaration the limited capacity of each work center. FINITE LOADING (never to exceed capacity)
Order 1 2 3 4 5 Work station load (normal hours) 80 40 3 4 5 Period 1 2 Infinite loading Planned orders to relise emitted by MRP system: 1,2,3,4,5. Completion due date.: Orders1 and 4 – end of period 4. Orders 2,3,5 – end of period 5 Start due date: Order.1 & 2 – beginning of period 1., Order.3 & 4 – b. period 2. Order 5 – b. period 3. Load calculation: Setup time + (n x tj) E.g. order 1: Setup = 1 h Volume = 100 unites Unit time = 0,4 h Load = 1 + 100 x 0,4 = 41 h
Load of Lathe [h] Capacity 8 6 0 1 3 5 Day 2 4 Finite loading3 Orders planned to execution in week X (one week = 40 hours) Move time: 2 h. Orders execution sequense (1,3,2) determined with help of critical ratio
Sequencing Gantt Chart - at the same time assign the operations to machines and define the sequence Gantt Chart - based on forward scheduling principles Example: Order Completion due date A 24 B 16 C 24 D 16 sequencing sequencing
Sequencing Jobs In Work Centers Priority Rules for Dispatching Jobs Scheduling - provides a basis for assigning jobs to work centers Loading - is a capacity-control technique that highlights overloads and underloads Sequencing - specifies the order in which jobs should be done at each work center. Priority rules - determine the sequence of jobs in process-oriented facilities • First Come, First Served - FCFS. Job that enters the work center first has first pririty • Shortest processing time (SPT). Job with the shortest processing time is first executed • Longest processing time (LPT). Job with the longest processing time is first executed • Earliest due date (EDD). Job which is due first should be started first • Total slack (S). Job with the least total slack (buffor time) is done first • Random selection (RS). Random selected job is first executed . • Critical Ratio (CR). Job with the lowest critical ratio is done first
Critical Ratio The critical – ratio (CR) is the rule that considers both due date and processing time . Duedate – Today’s date CR = Total processing time remaining The job with the lowest CR is scheduled next. CR = 1 – the order job has time to be completed on time CR < 1 – the order job is delayed (it is already past due) CR > 1 – the order job has time buffer The CR rule is dynamic. The job’s critical ratio will change over time. The critical ratio must be constantly updated
Input-Output Control • Many firms have difficulty in scheduling because they overload the production processes. This often occurs because they do not know actual performance in the work centers. Effective scheduling depends on matching the schedule to performance in the work centers. Lack of knowledge about capacity and performance causes increasing in lead times. • Input-Output Control is a technique that allows operations personnel to manage facility work flows. • If the work is arriving faster than it is being processed, we are overloading the facility and a backlog develops. Overloading causes crowding in the facility, leading to inefficiencies and quality problems. • If the work is arriving at a slower rate than jobs are being performed, we are underloading the facility and the workcenter may run out of work. Underloading the facility results in idle capacity and wasted resources
PRODUCTION ACTIVITY CONTROL SYSTEM Production Activity Control system modules: • SCHEDULING - to develop a plan (schedule) based on current knowledge and data which will ensure all the production requirements are fulfilled • DISPACHING - to implement the schedule taking into account the current status of the production system • MONITORING – to monitor the status of vital components in the production system during the dispatching activity MASTER PRODUCTION SCHEDULING MATERIAL PRODUCTION SCHEDULING CAPACITY PLANNING PAC system Planned orders SCHEDULING MONITORING Schedules DISPACHING Data collection Instructions Devices, machines, production process
A Production Activity Control System Should • Schedule incoming orders without violating capacity constraints of individual work centers • Check availability of tools and materials before releasing an order to a department • Establish due dates for each job and check progress against need dates and order lead times • Check work in progress as jobs move through the shop • Provide feedback on plant and production activities • Provide work efficiency statistics and monitor operator times for payroll and labor distribution analyses
Priority & Capacity OK? Order Release Begins Shop Loading Release Order 1 2 3 Gross Requirements Yes Scheduled Receipts 100 Available Net Requirements No Planned Order Rec. 100 Hold Release Planned Order Rel.
Johnson’s Rule – Johnson’s Algorithms • Used to sequence n jobs through 2 machines in the same order Jobs (n = 3) Saw Drill Job A Job B Job C
Sequencing Jobs on Two Machines Job I Job II Sequence I, II Machine 1 Machine 2 Cumulated Lead Time 15 hours Sequence II, I Machine 1 Machine 2 Cumuleted Lead Time 12 hours The sequance of jobs has impact on total processing time (lead time) of the jobs
Johnson’s rule for sequencing njobs (orders)on two machines Start Johnson’s rule can be used to minimize the total processing time by sequencing a group of jobs on two machines . All jobs must followed the same sequence through the two machines List all job times for m1 and m2 Select the shortest job time in m1 or m2 Is it in m1? No Yes Assign it as late as possible to m1 Assign it as early as possible to m1 Delete the job assigned from the list Are all jobs assigned Stop
Johnson’s rule for sequencing n jobs on two machines Work processing time for five jobs (in hours) 2 3 4 7 Initial jobs sequence: 1,2,3,4,5 Optimal jobs sequence: Lead time = 45h 1 4, 2, 5, 3, Lead time = 35h