Download
1 / 43
1.16k likes | 3.04k Vues
Case Hardening of Steel. Metallurgy for the Non-Metallurgist. Learning Objectives. After completing this lesson, students will be able to: List the reasons for case hardening Outline the advantages of carburizing, carbonitriding, nitriding, and induction surface hardening

E N D
Case Hardening of Steel Metallurgy for the Non-Metallurgist
Learning Objectives • After completing this lesson, students will be able to: • List the reasons for case hardening • Outline the advantages of carburizing, carbonitriding, nitriding, and induction surface hardening • Describe in general the operation of batch-type and continuous furnaces • Compare surface hardening by induction to other processes • Give the reasons for quenching of case-hardened parts • Differentiate between effective case depth and total case depth
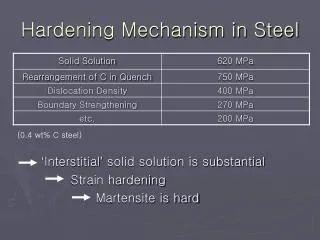
Introduction: Case Hardening • Four classifications: Carburizing, Carbonitriding,Nitriding, and Nitrocarburizing • Low carbon grades for carburizing, higher carbon plus alloy for nitriding • Less distortion, better fatigue, combined core toughness and surface hardness • Applicable to large parts, upgraded surface • Selective hardening • Effective depth: 50HRC
Relationship of carbon concentration with distance from the surface
Case depth as a function of carburizing time for normal carburizing (no diffusion cycle) of low-carbon and certain low-alloy steels. Curve A: Total case depth. Curve B: Effective case depth for surface carbon content of 1.1% to saturation. Curve C: Effective case depth for surface carbon content of 0.8–0.9%. Curve D: Effective case depth for surface carbon content of 0.7–0.8%
Reactions: CO + H2O CO2 + H2 (in gas) plus N2, methane in excess At iron surface:2 CO C(in Fe) + CO2 CO + H2 C(in Fe) +H2O
Carbon gradients for 1020 and 8620 steels, carburized at three temperatures. The 1020 steel is carburized in a batch furnace; the 8620 steel, in a recirculating pit furnace.
Variation of carbon content of 0.25 mm (0.010 in.) below the surface for 1020 steel carburized in three similar batch-type furnaces
Carburizing treatments • Gas • Pack • Liquid salt • “Vacuum” • Increase surface content to 0.8% C • Equilibration with atmosphere at surface, diffusion for near surface: gradient • Carburizing and hardening separate processes
Computer-generated theoretical carbon gradients for 8620 steel
Carburizing time vs. diffusion time for total case and surface carbon at 1040 °C (1900 °F)
Effect of time on case depth at 925 °C (1700 °F) for pack carburizing
“A carbonitrided case has a higher hardenability than a carburized case: consequently, by carbonitriding and quenching with either a carbon or low alloy steel, a hardened case can be produced with less expense…..full hardness can often be obtained by oil quenching….less distortion” Also less softening during tempering
Hardness depth relationships for a carbonitrided plain carbon and an alloy steel
Carburizing time vs. diffusion time for total case and surface carbon at 1040 °C (1900 °F)
Hardness gradients and case-depth relations for single-stage nitrided aluminum-containing AMS 6470 steel
Case depth as a function of duration of nitriding for chromium-containing low-alloy and tool steels
Ferritic Nitrocarburizing • Performed below 1250F • Cycle times less than 3 hours • Carbon and nitrogen diffused in simultaneously • Usually to improve scuffing, wear • Fatigue improved if quenched • Alloy content may form fine nitrides below white layer
AISI 1015 material after 3 h of gaseous nitrocarburizing in an ammonia/ endothermic gas mixture at 570 °C (1060 °F) followed by oil quenching
Microhardness profiles of the diffusion zone for a series of steels after gaseous nitrocarburizing. Rockwell C values were converted from microhardness values.
Small batch-type furnace. Note steel frame, insulating brick, electrical resistors, and roll top table in front of furnace for handling work.
A pit batch furnace. Dashed lines outline location of workload.
Pusher-type continuous furnace. Courtesy of Ipsen Industries
Schematic diagram of inductor, magnetic field, heated area, and quench chamber
Typical quenching system used with a conveyor furnace. Workpieces are transferred by a conveyor from the quench tank into a washer, then to a tempering furnace. Courtesy of Sunbeam Corporation
(a) Correlation of Knoop hardness reading with indentation on a cross section of a carburized case. (b) Similar to (a) except the effect of retained austenite (soft constituent) on the surface hardness is shown
Variation in hardness with distance below surface for a carburized and hardened 8620H steel gear. Effective case depths to 50 HRC: 0.94 mm (0.037 in.) at root fillet; 1.02 mm (0.040 in.) at root land; 1.46 mm (0.057 in.) at pitch line
Cross-sectioned specimen for hardness traverse method of measuring case depth of light and medium cases. Dots show locations of hardness indenter impressions.
Cross-sectioned specimen for hardness traverse method of measuring depth of medium and heavy cases. Dots show locations of hardness indenter impressions.
Taper-ground specimen for hardness traverse method of measuring depth of light and medium cases. Arrows show locations of hardness indenter impressions.
Step-ground specimen for hardness traverse method of measuring depth of medium and heavy cases. Arrows show locations of hardness indenter impressions.
Summary: Case Hardening • Surface treatments widely used, applicable to plain carbon, low alloy, even tool steels • Enhance not only hardness: fatigue, corrosion, galling • Gas, salt, pack, vacuum atmospheres • Can be localized • Temperature affects grain size • Time at temperature expensive • Low distortion methods available