DIE CASTING
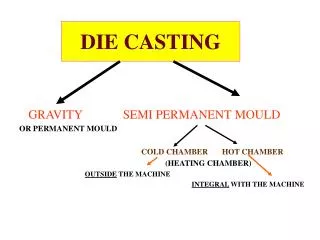
GRAVITY SEMI PERMANENT MOULD OR PERMANENT MOULD COLD CHAMBER HOT CHAMBER (HEATING CHAMBER) OUTSIDE THE MACHINE INTEGRAL WITH THE MACHINE. DIE CASTING.

DIE CASTING
E N D
Presentation Transcript
GRAVITY SEMI PERMANENT MOULD OR PERMANENT MOULD COLD CHAMBERHOT CHAMBER (HEATING CHAMBER) OUTSIDE THE MACHINE INTEGRAL WITH THE MACHINE DIE CASTING
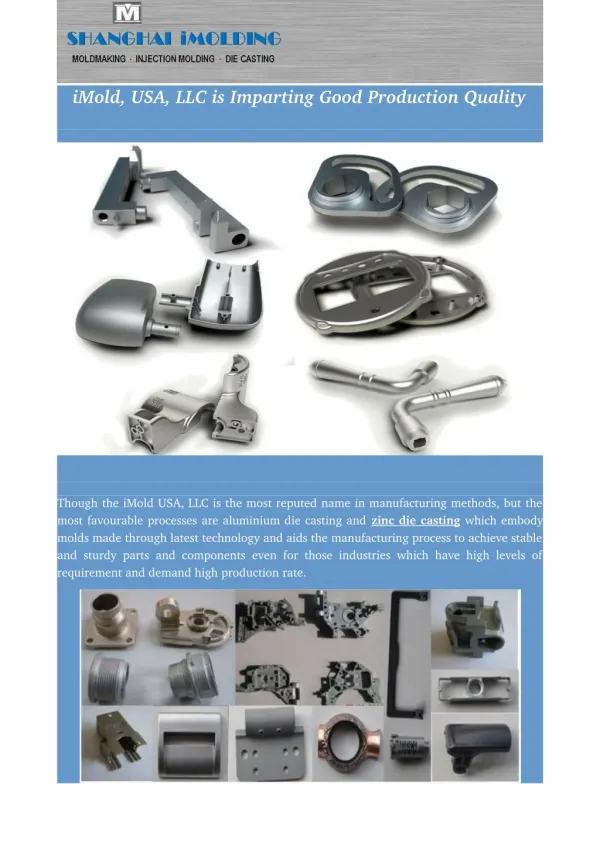
PERMANENT MOULD OR GRAVITY DIE CASTING*METALLIC MOULDS USED *TWO HALVES OF DIES- ONE FIXED, ONE MOVABLE • VERY CLOSE TOLERANCE CASTINGS, MORE STRENGTH, LESS POROUS • -BETTER SURFACE FINISH COMPARED TO SAND CASTING • -SURFACE FREE FROM SAND & DENSITY HEAVY ONLY FOR SMALL AND MEDIUM SIZE CASTINGS FOR NON FERROUS, MAINLY LARGE QUANTITY, BUT IDENTICAL PIECES ONLY
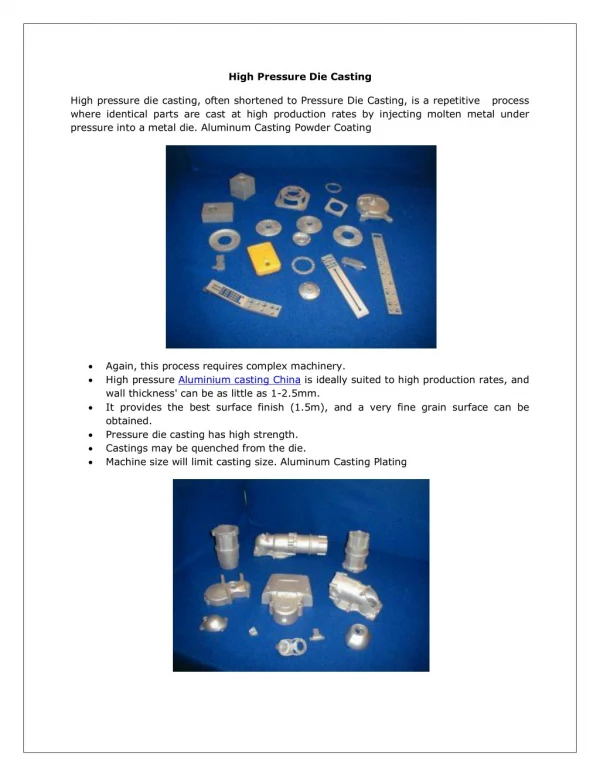
SEMIPERMANENT DIECASTING DIE PRESSURE AT 20 TO 20,000 ATM PRESSURE FILL SOLIDIFICATION FOR NONFERROUS METALS FOR INTRICATE SHAPES CLOSE TOLERANCES POSSIBLE FOR MASS PRODUCTION, >10,000 1. A GOOD DIE SET MECHANISM2. MEANS FOR FORCING METAL3. DEVICE TO KEEP DIE HALFS PRESSED4. ARRANGEMENT FOR AUTOMATIC REMOVAL OF CORES- IF ANY5. EJECTOR PINS
TWO TYPES OF PRESSURE DIE CASTING COLD CHAMBER- HEATING CHAMBER OUTSIDE THE MACHINE - FOR Al, Mg, Cu, AND HIGH MELTING ALLOYS HOT CHAMBER- HEATING INTEGRAL WITH THE HANDLING GOOSE NECK MECHANISMS WIDELY USED FOR LOW MELTING ALLOYS- Zn, Pb, Etc. ALSO VACUUM DIE CASTING MACHINES- SPACE BETWEEN THE DIES AND PASSAGE VACUUMISED BEFOR POURING- SUBMERGED PLUNGE TYPE, DIRECT AIR DIE CASTING MACHINES
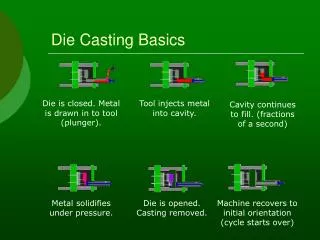
1 1 2 2 3 3
A TYPICAL DIE VENT HOLE MOULD / DIE HALF POURING BASIN MOULD CAVITY ECCENTRIC CLAMPING
CENTRIFUGAL CASTINGTRUE- C.I. PIPES, LINERS, BUSHES, CYLINDER BARRELS ETC.SEMI-CENTRE CORE FOR INNER SURFACE- SHAPE BY MOULD AND CORE, MAINLY NOT BY CENRTRIFUGAL ACTION- Eg:FLYWHEELSPRESSURE OR CENTRIFUGAL CASTING- ALSO TERMED AS CENTRIFUGINGFOR NON SYMMETRICAL SHAPES MOULD WITH ANY SHAPE PLACED AT CERTAIN DISTANCE FROM AXIS
CENTRIFUGINGPROPERTIES OF CASTING DEPEND ON DISTANCE FROM AXIS SQUEEZE CASTING DIE, PUNCH, EJECTOR PIN PARTS OF NEAR-NET SHAPE MADE, COMPLEX AND FINE SURFACE DETAILS OBTAINED FOR FERROUS & NON FERROUS
CENTRIFUGINGPROPERTIES OF CASTING DEPEND ON DISTANCE FROM AXIS SQUEEZE CASTING DIE, PUNCH, EJECTOR PIN PARTS OF NEAR-NET SHAPE MADE, COMPLEX AND FINE SURFACE DETAILS OBTAINED FOR FERROUS & NON FERROUS
DEVELOPED IN 1960’S (also called liquid forging) SOLIDIFICATION OF MOLTEN METAL UNDER HIGH PRESSURE (pressure application when liquid partially solidifies 70 to 140 MPa) A COMBINATION OF CASTING & FORGING DIE, PUNCH, EJECTOR PIN PUNCH KEEPS ENTRAPPED GASES IN SOLUTION, RAPID COOLING DUE TO HIGH PRESSURE DIE- METAL INTERFACE PARTS OF NEAR-NET SHAPE MADE, COMPLEX AND FINE SURFACE DETAILS OBTAINED. No riser needed FOR FERROUS & NON FERROUS AUTOMOTIVE WHEELS, SHORT BARRELED CANNONS ETC. SQUEEZE CASTING
SINGLE CRYSTAL GROWING (S.C.G.) • FOR SEMICONDUCTOR INDUSTRY • CRYSTAL PULLING METHOD- CZOCHRALSKI PROCESS • SEED CRYSTAL DIPPED INTO THE MOLTEN METAL, PULLED SLOWLY, (AT 10 m/ s), WITH ROTATION • LIQUID METAL SOLIDIFIES ON THE SEED AND CRYSTAL STRUCTURE CONTINUED THROUGHOUT
CASTING TECHNIQUES FOR SINGLE CRYSTAL GROWING (S.C.G.) CONVENTIONAL USE OF CERAMIC MOULD GRAINS WITH THE ABSENCE OF THERMAL GRADIENT DIRECTIONAL SOLIDIFICATION PROCESS CERAMIC MOULD PREHEATED. MOULD SUPPORTED BY WATER COOLED CHILL PLATES. AFTER POURING, ASSEMBLY LOWERED CRYSTALS GROW AT CHILL PLATE SURFACE UPWARD. COLUMNAR GRAINS FORM
CASTING TECHNIQUES FOR SINGLE CRYSTAL GROWING (S.C.G.) • POLYCRYSTALLINE- ANISOTROPY • SINGLE CRYSTAL- PROPERTIES SAME IN ALL DIRECTIONS • CASTING OF GAS TURBINE BLADES BY S.C.G.
CONVENTIONAL • USE OF CERAMIC MOULD GRAINS- AS WITH THE ABSENCE OF THERMAL GRADIENT PRESENCE OF GRAIN BOUNDARIES- MAKES STRUCTURE SUSCEPTIBLE TO CREEP AND CRACKING ALONG BOUNDARIES
DIRECTIONAL SOLIDIFICATION PROCESS, (1960’s) CERAMIC MOULD PREHEATED. MOULD SUPPORTED BY WATER COOLED CHILL PLATES. AFTER POURING, ASSEMBLY LOWERED CRYSTALS GROW AT CHILL PLATE SURFACE UPWARD. COLUMNAR GRAINS FORM BLADE DIRECTIONALLY SOLIDIFIED WITH LONGITUDINAL- NOT TRANSVERSE- GRAIN BOUNDARIES. THUS STRONGER
SINGLE CRYSTAL BLADES, (1967), MOULD HAS CONSTRICTION IN THE SHAPE OF CORK SCREW THIS CROSS SECTION ALLOWS ONLY ONE CRYSTAL TO FIT THROUGH WITH THE LOWERING, SINGLE CRYSTAL GROWS UPWARD THROUGH CONSTRICTION STRICT CONTROL OF MOVEMENT NEEDED THERE IS LACK OF GRAIN BOUNDARIES, MAKES RESISTANT TO CREEP AND THERMAL SHOCK.--EXPENSIVE
FLOATING –ZONE METHOD • POLYCRYSTALLINE ROD (SILICON)- ALLOWED TO REST ON A SINGLE CRYSTAL • INDUCTION COIL HEATS THE PIECES • COIL MOVED UPWARD SLOWLY (20m/ s) • SINGLE CRYSTAL GROWS UPWARD WITH ORIENTATION MAINTAINED • THIN WAFERS CUT FROM ROD, CLEANED, POLISHED • USE IN MICROELECTRONIC DEVICES