Download
1 / 25
280 likes | 725 Vues
The Preparation of Catalytic Materials. 朱信 Hsin Chu Professor Dept. of Environmental Eng. National Cheng Kung University. 1. Introduction. Catalysts Metals: Pt, Pd, Rh Metal oxides: V 2 O 5 Carriers Al 2 O 3 , SiO 2 , TiO 2 , or crystalline alumina-silicates (zeolites)

E N D
The Preparation of Catalytic Materials 朱信 Hsin Chu Professor Dept. of Environmental Eng. National Cheng Kung University
1. Introduction • CatalystsMetals: Pt, Pd, RhMetal oxides: V2O5 • Carriers Al2O3, SiO2, TiO2, or crystalline alumina-silicates (zeolites) • Supportsusually monolithic
2. Carriers Play a critical role in maintaining the activity, selectivity, and durability of the finished catalyst 2.1 Al2O3The most common carrier used in commercial environmental applications • PropertiesSurface areaPore size distributionSurface acidic propertyCrystal structure • Preparation of alumina hydratesPrecipitation either from acid or basic solutionsAn amphoteric oxide soluble at pHs above about 12 and below about 6 e.g., A trihydrate species, Al2O3‧3H2O, called bayerite at a pH of 11 A monohydrate species, Al2O3‧H2O, called pseudo-boehmite at a pH of 9
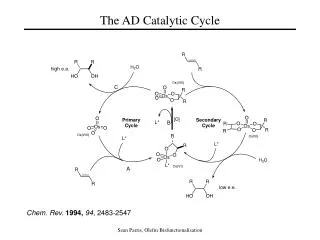
At a pH of 6The precipitate lacks any definite long-range crystal structure (amorphous). • The high surface area is created by heat treating or calcining in air, typically about 500℃.Al2O3 particles: 20~50Å in diameter bond together to form polymer-type chains • Next slide (Fig. 2.1)Scanning electron micrographs (SEM) of γ-Al2O3andα-Al2O3.γ-Al2O3 particle has parallel pores 10Å in diameter and a surface area of about 100-200 m2/g.
Once precipitated, Al2O3is thoroughly washed to remove any impurities, e.g., if the acidic solution of Al+3 is neutralized with NaOH, the Na+ should be removed by washing. • Drying is usually performed at about 110℃ to remove excess H2O and other volatile species such as NH3. • Calcinationboehmite alpha Al2O3 (monohydrate) bayerite alpha Al2O3(trihydrate) → Causes an irreversible loss in physical surface area and a loss in its surface OH– or Bronsted acid sites (donate a hydrogen ion)
Boehmite loses the bulk of its water below about 300℃, during and after which it begins to sinter or lose surface area.α-Al2O3: 1-5m2/gWith pore diameters of 100ÅThe surface becomes progressively more dehydrated or more hydrophobic. • Small amounts of Na2O present in the Al2O3 can enhance the sintering of the Al2O3 and thus act as a flux.Na2O: low melting point • The presence of a few percent of a stabilizer such as La2O3 can greatly retard the sintering of the γ-Al2O3.To develop high-temperature durable catalytic converters for the automobile Other examples: CeO2, BaO, and SiO2Mechanisms: A solid solution of the stabilizing ion in the Al2O3structure decreases the mobility of the Al and O ions, resulting in a reduction in the rate of sintering.
2.2 SiO2 • The inertness of SiO2 toward reacting with sulfur-bearingcompounds in exhaust streams makes it a suitable catalyst carrier.Al2O3 is highly reactive with SO3 and forms compounds that alter the internal surface of the carrier. • Alkaline solutions of silicate (pH > 12) can be neutralized with acid, resulting in the formation of silicic acid. • Similar to Al2O3, it is then washed, dried, and calcined.Surface area of SiO2: 300 - 400 m2/gWith a small amount of chemically held water, giving rise to some surface acidic hydroxyl groups
2.3 TiO2 • Because of its inertness to sulfate formation, TiO2 is a preferred carrier for vanadia (V2O5) in selective catalytic reduction of NOX. • Two important crystal structuresAnataseRutile • The anatase form is the most importantHigh surface area (50 – 80 m2/g)Thermally stable up to about 500℃ • The rutile formLow surface area (< 10 m2/g)Formed at about 550℃
2.4 Zeolites • The Al2O3 and SiO2 are bound in a tetrahedral structure with each Al and Si cation bonded to four oxygen anions. Si+4, Al+3, O-2 • To maintain charge neutrality, an extra Na+ or H+ must be bonded to the AlO–, giving rise to an exchangeable cation site.These sites are acidic when the cation is H+. • The pore structure dimensions of zeolites are between about 3 and 8 Å.Therefore, zeolites are often referred to as molecular sieves.
The empirical formula for Na+ exchanged mordenite:In dilute acid → the H+ exchanged state • Mid-point of each line: An -o- bonded to a cation of either Si or Al at the intersection.Two nonintersecting pore structures: The main pore contains 12 oxygens with size 6.7×7.0 Å, the minor pore has 8 oxygens with size 2.9×5.7 Å. • Within the channel or pore, the framework AlO–H+ or AlO–M+, provides the active sites for the desired catalytic reactions. • Synthetic zeolites are generally prepared from aqueous solutions of alkali salts of aluminum and silicon, and sometimes an organic amine, called a template, which aids in establishing a particular crystalline structure.Reaction is usually carried out in autoclaves at temperatures between 150 and 180℃.
3. Making the Finished Catalyst 3.1 ImpregnationThe most common commercial procedure for dispersing the catalytic species within the carrier is by impregnating an aqueous solution containing a salt of the catalytic element or elements. • e.g., pt(NH3)2+2 cation salts can ion exchange with the H+ present on the hydroxy containing surfaces of Al2O3. • Anions such as PtCl4-2 will be electrostatically adsorbed to the H+ sites. 3.1.1 Incipient Wetness or Capillary Impregnation • The maximum water uptake by the carrier is referred to as the water pore volume.This is determined by slowly adding water to a carrier until it is saturated, as evident by the beading of the excess H2O. • The precursor salt is then dissolved in an amount of water equal to the water pore volume.
3.1.2 Electrostatic AdsorptionIt is customary to use a precursor salt that generates a charge opposite to that of the carrier. • In weakly alkaline solutions, the surface charge on Al2O3 or SiO2 is generally negative.Cations such as pd+2, pt(NH3)2+2, and others derived from nitrates or oxalate salts should adsorb over the carrier surface. • anions are generated from chloride precursor salts, e.g., PdCl4-2 from Na2PdCl4. 3.1.3 Ion ExchangeMost commonly used for zeolite catalysts Highly disperse • Treat the acid form of the zeolite (H+Z-) with an aqueous solution containing NH4+(NH4NO3) to form the ammonium exchanged zeolite (NH4+Z-) • Then, treat with a salt solution containing a catalytic cation forming the metal exchanged zeolite (MZ)
3.2 Fixing the Catalytic Species • Following impregnation, it is often desirable to fix the catalytic species so subsequent processing steps such as washing, drying, and high-temperature calcinations will not cause significant movement or agglomeration of the well dispersed catalytic species. • Adjusting pH to precipitate the catalytic species e.g., presoaking Al2O3 in a solution of NH4OH, the addition of an acidic Pd salt, such as Pd(NO3)2, will precipitate hydrated PdO on the surface of the pores within the carrier. • H2S gas can be used as a precipitating agente.g., fixing of Rh onto Al2O3 in automobile exhaust catalysts • Addition of reducing agents to precipitate catalytic species as metals The advantage of the reducing agents is that, upon subsequent heat treatment, they leave no residue.
3.3 Drying110℃→excess water and other volatile species 3.4 CalcinationCalcine the catalyst in forced air to about 400-500℃ to remove all traces of decomposable salts
4. Nomenclature for Dispersed Catalysts • Amount and specific catalytic material/carriere.g., 0.5% Pt/SiO2, 1% Pd/Al2O3, 3% V2O5/TiO2 5. Monolithic Materials as Catalyst Substrates • Next slide (Fig. 2.2)Monolithic honeycomb: parallel channels (ceramic or metallic)400 cells per square inch square channels: the most commonly used for automotive applications.
Monoliths have large pores and low surface area (0.3 m2/g), so it is necessary to deposit a high surface area carrier, which is subsequently catalyzed. • Last slide (Fig. 2.2)Catalyzed washcoat deposited over the ceramic monolithThe monolith has a large open frontal area and with straight parallel channels offers less resistance to flow than that of a pellet type catalyst.
5.1 Ceramic Monoliths • Synthetic Cordierite, 2MgO‧2Al2O3‧5SiO2, is by far the most commonly used ceramic for monolithic catalyst support applications. • Kaolin, talc, alumina, aluminum hydroxide, and silica are blended into a paste and extruded and calcined. It is possible to produce sizes up to about 11 inches in diameter and 7 inches long, with cell densities from about 9 to 600 cells per square inch. • Several important properties that makes cordierite preferable for use as a support:(1) Thermal shock resistance (critical for automotive applications) Low thermal expansion coefficient: 10-6/℃ Thus, it resists cracking due to thermal shock. Mullite, zirconyl mullite, and alpha alumina have higher melting points but from 5 to 10 times the thermal expansion coefficients.
(2) Mechanical strength Monoliths are made with axial strengths of over 3000 pounds per square inch.(3) Melting point The melting point of cordierite is over 1300℃, far greater than temperatures expected for modern environmental applications. (4) Catalyst compatibility Automotive ceramic monoliths have well designed pore structures (3-4 μm) that allow good chemical and mechanical bonding to the washcoat. • Next slide (Table 2.1)physical properties of ceramic monoliths
5.2 Metal Monoliths • Aluminum-containing steel monoliths: thinner walls than a ceramic Only 25% thickness compared to ceramic monolithsHigher cell densities with lower pressure drop • The open frontal area of the metal monoliths is typically about 90% verses 70% for the ceramic. • The thermal conductivity is also considerably higher (15-20 times) than the ceramic: resulting in faster heat-up. • Adhesion of the oxide based washcoat to the metallic surface and corrosion of the steel in high-temperature steam environments were early problems.Surface pretreatment of the metal has reduced the adherence problems and new corrosion-resistant steels are allowing metals to penetrate the automotive markets.
6. Preparing Monolithic Catalysts • The catalyzed carrier is made into an acidified aqueous slurry with a solids content of from 30-50 percent. The mixture is ball milled for at least two hours to reduce the particle size (10-25μm). • The preparation of the finished catalyst involves dipping the monolith into the slurry. The excess slurry is air blown to clear the channels and dried at about 110℃. • The final step is calcinations, performed in air at temperatures between 300 and 500℃.Great care must be taken to avoid rapid heat-up since H2O trapped in the micropores can build up sufficient pressure to crack the monolith. • An alternative approach: coat the monolithic honeycomb with the uncatalyzed carrier, followed by drying and calcining. It is then dipped into a solution containing the catalytic salts → drying →calcining.
7. Catalytic Monoliths • Recently developed technology allows the vanadia, titania plus additives such as silica, to be extruded directly into a low cell density honeycomb. Organic additives such as polyvinyl alcohol are sometimes added as plasticizers to aid in the extrusion process. • Since the entire monolith is catalyst, a higher concentration of active component is present than would be for a similar washcoated honeycomb. • For some cases, a paste of TiO2 powder is first extruded, calcined at 500℃ and impregnated with ammonium vanadate/oxalic acid, and calcined to the finished product. The first applications are with V2O5/TiO2 and zeolites for selective catalytic reduction of NOx. • The major disadvantage of these monoliths is the inability to produce high cell density material of sufficient strength to maintain mechanical integrity in operation.
8. Catalyzed Monolith Nomenclature • Washcoat loadingg/in3 of monolith • Catalytic component loadingg/ft3 of monolith 9. Precious Metal Recovery from Monolithic Catalysts • The hydrometallurgical procedureCrushing the spent catalystTreating it with acid to dissolve only the ceramic componentsLeaving an insoluble precious metal rich residue Purifing by chemical procedures • The pyrometallurgical method Smelting: the ceramic floats to the top as a slag The highly dense precious metals alloy with an added metal (Cu or Fe) at the bottom of the smelter. Chemically removed and purified