Download
1 / 16
160 likes | 371 Vues
Inner detector upgrade / IBL Activities on cooling circuits @ LAPP. Specifications Current R&D goals and program Fittings R&D Stainless steel cooling loop EB welding and brazing Bending Pipes order Qualification and quality assurance. LAPP team

E N D
Inner detector upgrade / IBL Activities on cooling circuits @ LAPP Specifications Current R&D goals and program Fittings R&D Stainless steel cooling loop EB welding and brazing Bending Pipes order Qualification and quality assurance LAPP team Jacky Ballansat, Patrick Baudin,Pierre-YvesDavid, Pierre Delebecque, Nicolas Massol,ThibautRambure, Theodore Todorov,TamerYildizkaya
Cooling services for IBL Outlet connectors Inlet connectors
1 -Specifications • Specifications(mainly for IBL) • Functionnal: • Maximum leak flow (He) : 10-5mbar.l.s-1 @1 bar • Presure (bar): • Xo (minimise) • Radiation level : up to 1000 Mrad • Temperature : mean = -35 °C (maxi +40 °C ; mini -60 °C) • Pipes innerdiameters: 0.8 to 3 mm • Pipe material : Titanium grade 2 • Pipe thickness : 0.1 to 0.3 mm depending on ID • Availablespace for the fittings : lessthanF10 mm
Connector positions for ID Upgrade At end of staves Both SCT and Pixel • Alternative for Pixel: • Patch panel with manifold at end of pixel package • Small connectors between staves and PPP • Larger connectors & pipes between PPP and PP1 At PP1 Both SCT and Pixel No manifolding in ID volume Manifold at PP1
Bending tests Brazing tests STÄUBLI ? EB welding tests Fitting tests 2 -Current R&D goals and program R&D program @ LAPP Bending of Ti pipes Dismountable connexion of 2 pipes Ti Pipe/fitting linkage Custom fitting Ti Electron beam welding Industrial fitting Brazing
2 -Current R&D goals and program Main developments • Until recently, we were focused on development of the Fitting, optimizing the geometry and the properties of the different surfaces. • We performed test in order to validate the different designs, focusing on the minimal torque needed to achieve leak tightness. • The last few months we have also worked on the "commissioning" of the fittings for routine use by other labs, for the cooling loop tests (stainless steel) and for the next stave prototypes (Ti). • This involved studying the usable torque range, in order to deduce a recommended torque and the tooling. 6
3 –Fittings R&D Base line design • Test @room temperature • 21 combinations 1 MaleTA6V /1 femaleTA6V tested - OK • 6 MaleTA6V /1 female Stainless steel tested – OK • 2 tests to find ultimate torque : 8 N.m • Many more combinations tested in variations of the design • Test @cold • 4 combinations 1 MaleTA6V /1 femaleTA6V tested - OK • 1 MaleTA6V /1 female Stainless steel tested - OK • Tightness optimisation • Define the optimal parameters (friction on the surfaces and the threads • Tooling needed to control the torque 7
3 –Fittings R&D Toroid design Spherical design • Misalignment influence (5°) 8
3 –Fittings R&D – tests @cold Tests @ cold
3 –Fittings R&D – tests @cold General tests procedure @ cold Hydraulic pressure test @ 150 bars @ room temp He Leak test @20 bars @ room temp Cooling from 20°C to -50°C He Leak test @20 bars @ -50°C Pressure test @ 150 bars @ -50°C He Leak test @20 bars @ -50°C Heating from -50°C to 20°C P 150 H20 He 20 T 1 2 3 4 5 6 7 20 -50 10
3 –Fittings R&D – next steps Next steps The base line solution for PP1 is defined • Increase the number of tested combinations with the base line design • Keep on performing cold tests • Thermal cycling (100 cycles) • Simple tests with liquid CO2 (bottle) • Determine the limits of use for pressure • Study the tooling needed to control the torque • Study the integration aspects Optimized design will be studied • OD reduced to 8mm (maybe 7 mm) • Reduction of the amount of material 11
3 –Stainless steel cooling loops Cooling loop production and tests • Goal • Cooling loop made of stainless steel will be tests @ Nikhef • Fitting tests • Design developed for Ti -> need to be check for stainless steel • Production • Pipes from Nikhef • Fitting and bushings made @LAPP • Brazing made by Bodycote -> new surface treatment made of graphite • Production samples made of same components and brazed at the same time as the cooling lines tested @LAPP (QA procedure) • Should be delivered on Week 46 12
3 –Stainless steel cooling loops Stainless steel fitting • Test @room temperature • 13 combinations 1 MaleTA6V /1 femaleTA6V tested - OK • 2 tests to find ultimate torque : 8 N.m ->no leak • Dismounting/mounting torque 4 N.m –No leak • Dismounting/mounting torque 2 N.m –leak flow few 10-7 • Kept under 20 Bar He 2 hours : leak flow -> few 10-9 to few 10-8 • Kept under 20 Bar He 17 hours : leak flow -> same evolution • (He diffusion around the leak detector ?) • 20 mounting/dismounting : OK • Test @cold • To be done 13
4 –EB welding and brazing • Status • 30 samples brazed and 30 EB welded, changing the material and the cleaning • Finished • Brazed an EB samples were tested @RT ->OK • Cold tests on part of the brazed samples ->OK • In progress • Finish the cold tests (mostly finished, OK) • Perform thermal cycling • Metallographic analysis to be performed @CERN
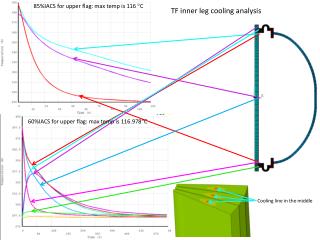
4 –EB welding and brazing Stainless steel cooling loops brazing • Temperature : > 1000 °C • Material 60%cupper / 40% Gold ID 2 mm • Issue : capillaries may be filled up ID 0.8 mm 15
4 –EB welding and brazing-in situ brasing machine Vacuum chamber !! Brainstorming !! Heaters • Goal • Brazing the pipes during integration • Device • Vacuum chamber + heater (induction, infra red ?) • Experts from Bodycote + …. • Limitations • Effects on the environment ? • Control of the brazing ?