Arc Welding
Arc Welding. Metals and Welding. Precautions and Safe Practices. Relatively safe compared to other forms of welding 4 areas of concern during arc welding Shock - Fire Burns - Fumes Light Heat. Prevention of Shock. Use a wooden grating on concrete floors Rubber soled shoes are best


Arc Welding
E N D
Presentation Transcript
Arc Welding Metals and Welding
Precautions and Safe Practices • Relatively safe compared to other forms of welding • 4 areas of concern during arc welding • Shock - Fire • Burns - Fumes • Light • Heat
Prevention of Shock • Use a wooden grating on concrete floors • Rubber soled shoes are best • Danger of shock is increased with higher temperature and humidity - perspiration • Disconnect power before repairing • Qualified electrician should complete maintenance and repairs • Make sure the machine is grounded • Ground clamp – paint, rust, grease will prevent solid ground
Prevention of Shock • Use special welding cables with high quality insulation • Repair solid – don’t use tape • Keep in good condition – free of grease, oil, out of water, ditches, etc. • Electrode holders and cables should be fully insulated • Turn main switch to welder off when leaving the work area • Follow usual precautions in handling electric power
Prevention of Light Burns • Eyes • Helmet or hand shield with a minimum shade of no. 10 lens is required (see table on 159-160) • Wear safety glasses also • Completely screen equipment for arc glare • Locate jobs in special rooms or booths • Avoid accidental contact on the part of others • Skin • Completely cover body • UV Light will cause “sunburn” type burn
Prevention of Heat Burns • Clothing • Completely cover body • Sparks and heat • Cotton clothing is preferred with leather shoes and gloves • Mark hot metal to prevent others from coming in contact with welded pieces • Pick up hot metal with pliers or tongues, not gloves or hands • Don’t hand hot metal to instructor or TA’s
Prevention of Fire • Clothing • Stand while Arc welding • Don’t roll cuffs • Keep free of oil, grease, etc. • Sweatshirts turned inside out • Do not weld near flammable materials • Proper fire extinguishing equipment should be stationed near welding operations
Prevention of Fumes Exposure • Exhaust systems or breathing apparatus should be provided when welding inside • Fumes from electrode flux – non-toxic • Fumes from paint – lead content - toxic • Fumes from metal coating • Zinc (galvanized), Aluminum - toxic • Carbon monoxide • Carbon dioxide • Dust
General Safety • Good housekeeping • Keep area clean • Electrode stubs • Slag on concrete floor • Cables hung up • Tools put away • Good workmanship in making sound welds is essential to that others may not be injured due to failure of welded parts
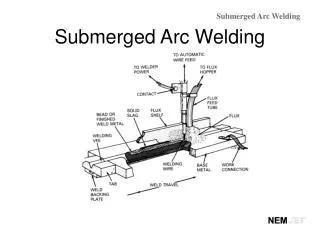
Stick Electrode Welding • Operation of a miniature electric furnace between the grounded base metal and the electrode • Arc temperature is about 11,000º F • Molten metal must be protected from the air by a gaseous shield and/or slag shield • Machine settings and operator’s manipulations determine size and shape of bead
Successful Arc Welding depends upon: • Correct metal identification • Metal properties vary • Correct electrode selection • Depends on metal type, thickness and position of weld • Correct amperage • Depends upon electrode type, size, position, and metal thickness • Influence “burn off rate” and affect arc length and speed of travel
Successful Arc Welding depends upon: • Proper Arc length • Influences the amount of heat during the weld • Correct speed of travel • Determines the width of bead and indirectly the strength of the weld • Angle of electrode • Determines the bead shape and controls slag and gas inclusions
AC/DC • Alternating Current – electrons change direction every 1/120 of a second (60 cycles per second) • Rapid reversal causes the welding heat to be evenly distributed on both the work and the electrode • Direct Current – flow of electrons in one direction • Electrode Negative (DC Straight) – electrode is negative and the work is positive (high electrode melting rate) • Electrode Positive (DC Reverse) – electrode positive and work is negative (produces the best welding arc characteristics)
Electrode Selection • Early arc welding done with bare, low carbon steel wire electrodes on DC welders • Early 1930’s – flux coated electrodes • Exhaustive research into chemical and physical properties and chemical combinations • American Welding Society (AWS) has classified electrodes to allow for wide choices for many applications
Classification of Electrodes • Classified according to filler metal specifications by AWS and ASTM (American Society for Testing Materials) • Lincoln, AIRCO, Hobart, etc. will all be the same • Based upon four factors: • Minimum tensile strength of the as-welded deposited weld metal • Type of covering • Welding position • Type of welding current (AC, DC+, DC-)
Classification of Steel Electrodes • Electrode designated by “E” followed by a 4- or 5- digit number • First two or three digits - minimum tensile strength as-welded deposited weld metal expressed in thousands of pounds per square inch (1000psi) • E-60xx - 60,000psi TS • E-120xx - 120,000 psi TS
Classification of Steel Electrodes • Third or fourth digit refers to the welding position. • E-xx1x - all positions • E-xx2x - flat and horizontal fillet positions • E-xx3x - flat position only
Classification cont. • The fourth or fifth and last digit indicates the type of welding current and the type of flux covering • E-xx10 - DC reverse polarity (electrode positive) only (cellulose sodium). • E-xx11 - AC or DC reverse polarity (cellulose potassium ) Fast freeze, cutting • E-xx13 - AC or DC straight polarity (titania potassium) Pg. 161
Factors of Electrode Selection • Type of metal to be welded • Thickness of metal • Position of weld • Type of power (DC or AC) • Cleanliness of metal • Weld bead appearance desired
Electrode storage • Store electrodes in protected place • Avoid cracking or chipping flux by bending or striking • Store in dry place • Aluminum and low hydrogen (E7018) should be stored in a closed container • Old refrigerator works well • Low hydrogen electrodes may be re-dried at 300º F for non-x-ray welds
Function of Flux • Improves the performance in handling, storage and operation of the electrode • Floats out impurities • Directs arc stream (stabilizer) • Insulator • Prevents oxidation (slag or gas) • Holds in heat • Iron-powder improves striking ability and increases metal deposition rate (E7024)
Selecting the Electrode for the Job • Fast-Freeze-electrodes - deposits a weld that solidifies or freezes rapidly - E6010, E6011. • Fast-Fill - deposits metal rapidly - E7018, E6024, E6027. • Fill-Freeze - characteristics between fast- freeze and fast-fill - E6012, E6013, E6014.
Amperage Setting • Influences the rate of metal deposition • Influences the speed of welding • Bead should be 2x the diameter of the electrode wire • Type of electrode influences amp. setting • Unusual to select the proper setting on the first try • For ¼” steel, start at 90 amps and adjust from there • Actual amperage is greatly influenced by arc length
Striking the Arc • “Peck Method • DC welders • Contact the plate with downward motion • Scratch Method • AC or DC welders • Contact by sweeping motion
Angle of Electrode • Arc has a definite directional force • Flat welding • Perpendicular from side to side • Tilted in direction of travel about 15º
Tee and Lap 45º side; 15-20º lead 6011, 6013, 7024 Horizontal 5-10º side; 15-20º lead 6013, 6011 Overhead 90º side; 10-15º lead 6011 Vertical up 90º side; 0-5º slant 6011 Vertical down 90º side; 10-15º lead 6013 Angle of Electrode by Position
Proper Arc Length • Arc welding involves unavoidable changes of arc length • Must be controlled as much as possible • Arc length influences: • Actual amperage (heat) • Appearance of a bead • Arc length should be equal to the diameter of the wire in the electrode (1/8”) • Tighter arc will give even penetration, metal deposition, a strong bead, and less spatter
Proper Arc Length • Long arc results in: • Large globules melting • Wavering arc • Wide spatter and irregular bead • Short arc results in: • Electrode sticks • Poor penetration • Convex bead • Clag inclusions • Irregular bead • Use short length for vertical welds
Speed of Travel • Movement of electrode forward and downward • Travel speed influences: • Bead width • Penetration • General shape of the bead • Use a uniform speed • Both hands on the electrode holder • Operator comfort • Bead should be about twice the diameter of the electrode wire
Controlling distortion(Volume changes of expansion followed by contraction during cooling) • Do not overweld. • Avoid continuous welds. • Consider chain intermittent • Or staggered intermittent • Use fewer beads (passes).
Controlling distortion cont. • Use 600 included angle on edge prepared joints. • Weld near the neutral axis. • Use back-step welding. • Use wedging.