Arc Welding
Arc Welding. Technology Education Dept. Bellwood-Antis High School Mr. Crowell Mr. Mackereth. WHAT IS ARC WELDING?.


Arc Welding
E N D
Presentation Transcript
Arc Welding Technology Education Dept. Bellwood-Antis High School Mr. Crowell Mr. Mackereth
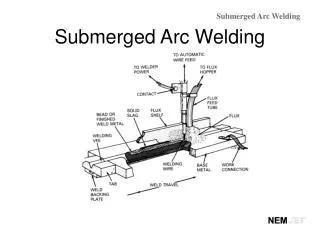
WHAT IS ARC WELDING? ARC WELDING is the melting & fusion of two pieces of base metals by the use of heat & electricity though an electrode of similar type (steel for steel, cast for cast.) WHY IS ARC WELDING IMPORTANT? Arc Welding allows us to construct SOLID OBJECTS out of PIECES. It replaces the need for rivets & bolts in older steel structures.
TERMS AND DEFINITIONS ARC- the gap between the base metal and the welding electrode BASE METAL- the two metal pieces being welded together with the arc welder ELECTRODE- a filler metal covered with flux that is melted and mixed with base metal. FLUX- a covering that melts & sits on the top of the weld (keeps impurities out of weld) ARC LENGTH- distance between the electrode and the base metal. For our class, a 1/8” gap.
TERMS AND DEFINITIONS SLAG- the excess scrap materials, molten drops, & flux that is removed after welding CRATER (Molten Pool)-The depression that remains at the end of the weld from stopping. BEAD- the length of welded material, usually on one piece of metal. We learn to weld beads 1st. BUTT JOINT- welding two pieces side by side. LAP JOINT- welding one piece on top of another TEE JOINT- welding two pieces perpendicular to each other (at right angles or 90 degrees.)
ARC WELDING PROTECTIVE CLOTHING & EQUIPMENT • CLOTHING • LONG SLEEVES • HAIR COVERED • LONG PANTS NO SHORTS! • SHOES & SOCKS NO FLIP FLOPS! • WELDING GLOVES • WELDING COAT or WELDING APRON • EQUIPMENT • ARC WELDER • ELECTRODE • ELECTRODE HOLDER • GROUND CLAMP • WELDING HELMET • #10 FILTER LENS • 2 IN 1 CHIPPING TOOL • SAFETY SCREEN
SAFETY PRECAUTIONS BEFORE ARC WEDLING Make sure the power is OFF Properly clothed & shielded from damage Get metal in the proper position, select the proper amperage (GET READY FIRST!) NO CONTACT LENSES! Glasses only! WARN OTHERS AROUND YOU ! !
SAFETY PRECAUTIONS WHILEARC WEDLING No flammable objects in the welding booth. DO NOT LOOK INTO THE LIGHT! Welding light is 10X stronger than sunlight! Keep your skin covered & protected. Cool metal IMMEDIATELY after welding. Mark large objects “HOT!” with chalk.
STRIKING AN ARC Beginning welders will use the SCRATCH METHOD. This drags the electrode across the metal surface to begin the weld. Experienced welders will use the TAPPING METHOD. This method touches the electrode to the metal & quickly lifts the electrode up to make electric contact & strike a correct arc. Although striking an arc by SCRATCHINGis easier than TAPPING, scratching results in a poor appearance of the metal around the weld
AWS ELECTRODECLASSIFICATION • E6013 • E stands for electrode • The first two #’s are the TENSILE STRENGTH • The third # is the welding position • 1 is FLAT 2 is VERTICAL 3 is OVERHEAD • The last # is the current (AC or DC) and the depth of penetration (3 is shallow, 1 is deep)
OTHER CONSIDERATIONS WHEN ARC WELDING AMPERAGE SELECTION- make sure you take the time to consult the charts and select the correct electrode for the weld. ELECTRODE ANGLE- electrodes should be at 75-80 degrees from the plane of the base metal (toward the direction of travel.) ARC LENGTH- Arc length should be 1/8” This sounds like an egg frying in a skillet.
OTHER CONSIDERATIONS WHEN ARC WELDING DIRECTION OF TRAVEL- Depends on the preference of the welder ( Right vs. Left ) ELECTRODE MOVEMENT/TECHNIQUE- Should be CIRCULAR, CONSTANT, EVEN Use a PENCIL and NOTEBOOK PAPER. SPEED OF WELDING- Too fast leads to a thin, weak weld, too slow results in a large welds that wastes electrodes. NOT TOO FAST OR SLOW, JUST RIGHT!
FACTORS EFFECTING ARC WELD QUALITY TEMPERATURE OR AMPERAGE SETTING Thicker metal requires a higher amperage PROPER ELECTRODE SELECTION Improper electrodes make poor/weak welds PREPARATION OF BASE METAL Correct positioning makes a stronger weld WELDING TECHNIQUE Poor technique results in poor/weak welds