Download
1 / 29
300 likes | 371 Vues
Dive into Design of Experiments (DOE) for molding parameter sensitivity. Learn to minimize shrinkage variation and enhance part quality. Understand benefits, methods, and analyses of DOE.

E N D
Shear Stress Design of Experiments
Design of Experiments - DOE • Aim • Review theory, setup and interpretation of results for a DOE analysis • Why do it • Get information on the sensitivity on molding parameters on part quality • Overview • Setup and run a DOE on a small part to see the process • Review results to minimize volumetric shrinkage variation on a second part.
Design of Experiments - DOE • Definition • A systematic approach for evaluating relationships between input factors and part quality criteria • Benefit • More and higher quality data about a problem
Simulation vs. Molding Trials • Process capability established early in product cycle • Identifies variables with significant effects on the part • Assists in search for optimum • Part design • Molding conditions • Molding trials compared to simulation are more • Costly • Material waste • Machine time • Time-consuming • Temperature stabilization periods are required when changing temperatures
What Does a DOE Do? • Launch a series of flow analyses • Determines most influential factors on quality criteria • Shows interactions between factors and quality criteria Overall quality criterion weightings: ------------------------------------------------------- Factor Rank Weighting (%) Packing time 1 91.93190 Packing profile multiplier 2 5.60186 Mold wall temperature 3 1.45522 Melt temperature 4 0.71650 Injection time 5 0.00690
Design of Experiment Methods • Taguchi • Identifies “most significant” input variables • Screening experiment • Ranks input variables by impact on quality criteria • Factorial • Determines non-linear interactions between factors and quality criteria • Taguchi then Factorial • Runs Taguchi to determine the most dominant factors Runs factorial on the most dominant factors
Taguchi Experiment • Advantages • Screening design • Efficient method of identifying key input variables • Relatively low computational cost • Disadvantages • Cannot detect complex interactions between the input variables
Factorial Experiment • Advantages • Comprehensive exploration of solution space • Accounts for interaction between variables • Predicts 2nd order response (i.e. nonlinear behavior) • Disadvantages • More computationally expensive • Works best with 3-5 inputvariables
Taguchi then Factorial • Default • Runs Taguchi • Ranks the input factors on quality • Runs factorial • Uses the top factors • Top number of factors to use set by the user • Default = 3
DOE Analyses Available • Fill - Design of Experiments • Considers filling phase factors only • Flow - Design of Experiments • Considers filling and packing phase factors • Analysis sequences • Fill + DOE • Flow + DOE • Initial fill/flow used are reference for DOE quality and input variation • Must be a good starting point (in the center of the window. • DOE supports Midplane and Fusion models
DOE Fill Analysis Factors • Melt temperature • Mold temperature • Injection time • Expand/compress injection profile • Thickness multiplier
Factors for a DOE Flow Analysis • All DOE Fill factors • Packing time • Packing profile multiplier
Configuring the DOE Factors • Settings • Do not change • The factor will be constant for all experiments • Value from initial fill/flow analysis • Automatic • Factor changed +/- 10% • Specified • User specifies percentage delta from value in fill/flow analysis • Actual ranges specified in the screen output Factor value ranges to be analyzed: Minimum Midrange Maximum Melt temperature (C) 200.00 230.00 260.00 Mold temperature (C) 10.00 40.00 70.00 Injection time (s) 0.59 1.18 1.77 Packing time (s) 1.88 7.50 13.13 Packing profile multiplier 0.25 1.00 1.75
Quality Criteria for a DOE Fill Analysis • Flow front temperature • Should not drop too much as the part fills • Maximum shear stress • Should be less than the maximum for the material • Should be as low as possible • Injection pressure • Must be less than the maximum injection pressure • Should be as low as possible
Quality Criteria for a DOE Flow Analysis • All DOE Fill quality criteria • Clamp tonnage • Should be less than the machine capacity and as low as practical • Volumetric shrinkage variation • Should be as low as possible • Sink mark index • Should be as low as possible • Part weight • Should be as low as possible • Cycle time • Should be as low as possible
Quality Criteria Weightings • Used to determine part quality • By default all criterion have same weight • Weight setting determined by objective of DOE analysis • Review in screen output factors influencing • Each quality criterion • Overall quality Volumetric shrinkage criterion weightings: ------------------------------------------------------- Factor Rank Weighting (%) Packing time 1 89.36110 Packing profile multiplier 2 6.69133 Mold wall temperature 3 2.16420 Melt temperature 4 1.46238 Injection time 5 0.06855 Overall quality criterion weightings: ------------------------------------------------------- Factor Rank Weighting (%) Packing time 1 91.93190 Packing profile multiplier 2 5.60186 Mold wall temperature 3 1.45522 Melt temperature 4 0.71650 Injection time 5 0.00690
Setup a DOE Analysis • Pick study to analyze with the following optimized • Mesh • Gate location • Runner system • Molding conditions near center of molding window • Set analysis sequence to DOE Fill or Flow • Set DOE parameters • DOE type • Factors and range to change • Quality settings
Run a DOE Analysis • Launch analysis • Watch progress in the screen output • 3 Main sections • Fill / Flow analysis • Same as a normal analysis • Taguchi analysis • Screening • Results from Taguchi only in Screen Output • Factorial analysis • Watch progress of factorial section • Results displayed in graphically in Synergy
DOE Job Management • DOE uses Job Manager’s distribution queue • Taguchi & Factorial jobs sent to machines with available license and on distribution list • Parallel processing of analyses • Results compiled for display in Synergy
Viewing Taguchi DOE Results • Review • Factor ranges used in Taguchi • Warning messages (short shots etc.) • All criterion weightings • Flow front temperature • Shear stress • Injection pressure • Clamp tonnage • Volumetric shrinkage • Sink index • Part weight • Cycle time • Overall quality • Factors used for Factorial Factor value ranges to be analyzed: Minimum Midrange Maximum Melt temperature (C) 200.00 230.00 260.00 Mold temperature (C) 10.00 40.00 70.00 Injection time (s) 0.59 1.18 1.77 Packing time (s) 1.88 7.50 13.13 Packing profile multiplier 0.25 1.00 1.75 Overall quality criterion weightings: ------------------------------------------------------- Factor Rank Weighting (%) Packing time 1 91.93190 Packing profile multiplier 2 5.60186 Mold wall temperature 3 1.45522 Melt temperature 4 0.71650 Injection time 5 0.00690 Factor value ranges to be analyzed: Minimum Midrange Maximum Melt temperature (C) 200.00 230.00 260.00 Mold temperature (C) 10.00 40.00 70.00 Packing time (s) 1.88 7.50 13.13 Packing profile multiplier 0.25 1.00 1.75
Viewing Factorial DOE Results • 2D XY plots • Response Surface Methodology • Graphical results
Part Weight:XY Plot Viewing XY Plots • One for each quality criteria • Quality • Relative quality (based on fill/flow analysis)
Viewing XY Plots • Available factors (parameters) based on factors run by factorial analysis • Checked factor defines the X-axis • Move sliders to see the response • Scale Y-axis to min-max of range • Easier to see affect of factor • Slope • Steep curve sensitive to changes • Flat curve insensitive to changes
Viewing XY Plots • Steepest curve will be factor with highest weight from Taguchi analysis • Find settings to produce flattest curve • Least variation in part weight • Over full range of melt temperatures • 0.31 of original packpressure
Viewing XY Plots • Offsetting effects • Increasing pack time • Increases shrinkage variation • Decreases sink index • Need to determine what is most important • Refer to analysis objectives
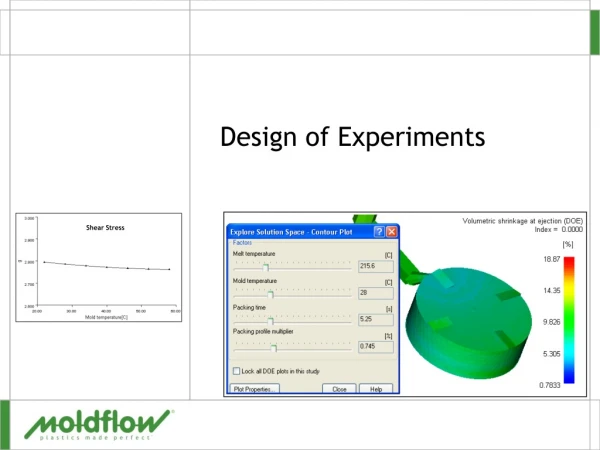
Viewing Graphical Plots • Plots • Bulk temperature at EOF • Volumetric shrinkage at end of process • Fill time • Pressure at end of fill • Move sliders • Adjust scale
Design Procedure with DOE • Determine analysis objectives • Clearly defined objectives makes interpretation easier • Run preliminary analyses • DOE should start with fairly optimized part • Setup DOE analysis • Set factors and quality weightings • Run DOE • Review results • Keep in mind objectives • Scale results • Find what factor settings are required to make quality criteria insensitive to change
Practice • Plate • Setup and run DOE • Very small model • Cap • Review DOE results • Determine greatest factor on volumetric shrinkage distribution