Download
1 / 22
530 likes | 1.38k Vues
Design of Experiments. Bill Motley, CEM, CQMgr, PMP. Understanding Manufacturing Processes. Theoretical Model -Physical principles understood -Predicts and extrapolates completely -Increased repeatability. Mechanical Model -Empirical

E N D
Design of Experiments Bill Motley, CEM, CQMgr, PMP
Understanding Manufacturing Processes Theoretical Model-Physical principles understood-Predicts and extrapolates completely -Increased repeatability Mechanical Model-Empirical -Use of DOE allows complete prediction within bounds-Increased physical understanding -Increased repeatability Increased Sophistication Systematic Laboratory Collection of Data -Empirical-Increased predictive capability-Increased repeatability Guess/Eyeball/Common Sense-Very limited predicative capability -Questionable repeatability “Heavy things fall faster”
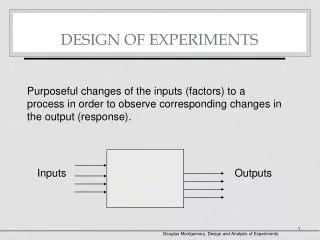
The Typical Manufacturing Process Controllable Process Inputs Raw Materials Manufacturing Process Outputs Uncontrollable or Expensive to Control Process Inputs
Why Experiment? • Verify something that is believed to be true • Investigate a hypothesis or “hunch” • Determine the effect of using a method or material that has not been tried before • Reduce costs, generate better operating results, etc
Methods of Analysis • Best Guess or Experience • One Factor at a Time (OFAT) • All Combinations (full factorial) • Orthogonal • Fractional Factorials • Classic • Taguchi • Box Behnken • D-Optimal • Others
What is a Designed Experiment? • A method to determine how many tests and which test conditions are required to obtain a understanding of the effects of the factors and interactions. • A formalized method of analyzing how factors, components or ingredients in a manufactured product affect its quality, performance, or other attributes.
Objective of Design of Experiments • Maximum Information using Minimum of Resources • Determine Influence of Factors upon the Response • Determine which combination of Factors and Levels Optimizes the Response • Identify Interactions • Build Empirical Models (Equations)
More DOE Objectives: • Identify the important variables whether they be product or process parameters, materials or components from suppliers, environmental or measuring equipment factors. • Reduce the variation on the important variables through close tolerancing, redesign, supplier process improvements, etc. • Open up tolerances on the unimportant variables to reduce cost substantially.
Video #1 • Look for: -Controllable Factors-Uncontrollable Factors-Inputs to the process-Outputs-Manufacturing Processes-Sources of Variations-Are there interactions?
A Simple Case Study • The Chemical Department at Toxic, Inc. wants to study the effect of a particular herbicide soil pretreatment on the germination rate of soybean seedlings. • Toxic decided to try 2 different application rates 4 weeks before planting : 50% of recommended treatment rate 150% of recommended treatment rate
1-D Experiment Design • Suppose Toxic had decided to plant 100 seeds for each application rate and use the % that germinated as their Response measurement. The Design Space is one-dimensional regardless of the number of herbicide Treatments
Experiment Design • Others pointed out that the amount of rain that fell during germination could be significant. So, two different watering schedules were selected; dry and wet. We now have 4 Treatments; 2 X 2 (Two levels of herbicide X two levels of rain) The Design Space is now 2 Dimensional
2-D Experiment Design The experimenters decided to look at only five combinations: 2 herbicide amounts (50% over and 50% under) and 2 watering schedules (dry and wet) plus a normal or baseline condition. Now the design space is two dimensional.
The Results • After 4 weeks the germination rates are shown. • It appears that herbicide level does have an effect as does the watering rate.
Experiment Results • We now plot % germination vs herbicide and water in separate plots. What conclusions can we draw?
Experiment Results The lines are not parallel. This is an example of an Interaction - the joint effect of changing herbicide and water together is not what one would expect from when they are varied one at a time in isolation.
Experiment Results Plotted in three-dimensions is the response surface plot of the results. y=85+17(w)-13(h)-15(wh)
Experiment Results Another scientist then commented that they should have studied different types of soil. This adds another dimension to the experiment. The response (germination rate) would be the 4th dimension! We are now working in Gaussian N-space?!
Fractional Factorial Design of 4 Factors at 2 Levels • We can get almost all the information we would get from a full factorial designed experiment, but only do half the number of experimental runs while maintaining all the main effects. This is called a fractional factorial design. See next slide. • Notice how the points define orthogonal surfaces of the cubes. • Reduced the number of runs from 16 to 8 for a four factor experiment. In a 10-factor experiment, the number of runs are decreased from over 1000 to 64. • More sophisticated models can analyze 15 factors is 16 runs! 2^15 = 32,768. The statistics is in picking the right points! They are not randomly chosen! • But remember—we have now sacrificed the higher order interactions in a fractional factorial experiment! You need process expertise to decide what level of interactions you wish to assume do not exist. • We can only do this for “well-behaved” functions (processes). We can interpolate but not extrapolate across the design space!
Statapult Experiment • What are the key factors? • What factors are we ignoring? • What is the system response? • How can we characterize the performance of the system as a function of these factors? • What position of these factors will give the best response?
Analytical Results • 150o < arm angle < 180o or low = 150o, high = 180o. Call this factor “A” coded as +1/-1 • Tension hole (th) is low (-1) or high (+1). Call this factor “B” • Rubber band hole (rh) is low (-1) or high (+1). Call this factor “C” • Predictive equation can be developed as y=85.17+73.2A -32.3B+22.25C-21.08BC-15.33AB-11.75ABC+4.4AC • Or we can analyze using the basic physics of the problem; which is intuitively obvious to the most casual of observers: