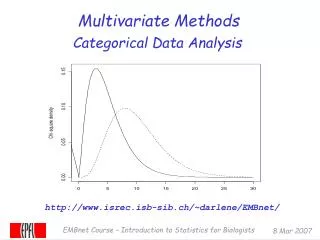
MULTIVARIATE OPTIMIZATION
MULTIVARIATE OPTIMIZATION CONSIDERING QUALITY AND MANUFACTURING COSTS: A CASE STUDY IN A DRYING PROCESS Carla Schwengber ten Caten PPGEP/UFRGS – BRAZIL tencaten@producao.ufrgs.br Carlos Eduardo Appollo Unterleider PPGEP/UFRGS - BRAZIL eduardo@pirisa.ind.br José Luis Duarte Ribeiro

MULTIVARIATE OPTIMIZATION
E N D
Presentation Transcript
MULTIVARIATE OPTIMIZATION CONSIDERING QUALITY AND MANUFACTURING COSTS: A CASE STUDY IN A DRYING PROCESS Carla Schwengber ten Caten PPGEP/UFRGS – BRAZIL tencaten@producao.ufrgs.br Carlos Eduardo Appollo Unterleider PPGEP/UFRGS - BRAZIL eduardo@pirisa.ind.br José Luis Duarte Ribeiro PPGEP/UFRGS - BRAZIL ribeiro@producao.ufrgs.br
MULTIVARIATE OPTIMIZATION • This paper describes a multivariate optimization case study performed in five steps: • Problem characterization; • Experiment planning; • Experiment execution; • Individual analysis of response variable; • Multivariate Optimization.
MULTIVARIATE OPTIMIZATION • Generally, the optimization process involves multiple quality characteristics. It is also necessary to satisfy multiple goals to achieve quality. • Typical goals are: • (i) minimize deviations from targets and • (ii) maximize robustness to noise. • Any deviation from target represents a quality loss and this loss leads to higher costs.
MULTIVARIATE OPTIMIZATION • Another important goal, which could be included in the optimization study, is the minimization of the cost of raw material and energy, spent during the manufacturing process. • Thus, the optimum setting is the one which minimizes the global costs, including costs due to poor quality as well as manufacturing costs.
PROBLEM CHARACTERIZATION • The Drying Process Studied: • Is carried out in a period from 4.5 to 6 hours; • Reduces humidity from 50% to 13%; • Produces 48 units per second.
PROBLEM CHARACTERIZATION • The response variable used to quantify the quality characteristics of the drying process are: • In order to capture their relative importance (RI), weights were assigned to each response variables. • The type and specification limits of each response variables were also identified.
THE PROBLEM CHARACTERIZATION • The research purpose was to find out the optimum setting for the process parameters: • Maximum temperature of dry chamber; • Vertical disposition of the trays; • Horizontal disposition of the trays; • Dry chamber used; • Ventilator inversion interval, and • Ventilator velocity.
EXPERIMENT PLANNING • The process parameters were prioritized and the following control factors were chosen, i.e., the subset process factors that would be essayed in the experiment
EXPERIMENT PLANNING • The experiment plan considered four control factors in 2 levels. • A 2k factorial project was adopted, with one repetition, totalizing 2 x 2 x 2 x 2 = 16 essays. • To test the linear model adjustment, two central points were added.
EXPERIMENT EXECUTION • The trials were randomly executed and the data were collected in four weeks. • For each one of the 16 trials, three response variables were measured: • Productivity; • Active Ingredient (AI) Loss; • Humidity.
INDIVIDUAL ANALYSIS OF RESPONSE VARIABLE • Initially, the analysis was carried out individually for each response variable; • Using multiple regression, an individual model for each response variable mean and variability was built, including linear and interaction terms; • The coefficients with p-value less than =0.05= 5% were considered significant in the drying process.
MULTIVARIATE OPTIMIZATION • The adopted objective function was the multivariate quadratic loss, in which will be considered poor quality and also manufacturing costs; • Thus, the optimum setting of the control factors is the one that minimizes the global costs (GC), including costs due to poor quality (QC) as well as manufacturing costs (MC).
MULTIVARIATE QUADRATIC LOSS FUNCTION is the objective function to be minimized; i refers to a certain treatment, i.e., certain factors setting; are weights that take into account the units and the relative importance of each response variable; is the target value of the response variable j; are estimations of mean and standard deviation of the response variable j;
CONSTANT wj • The weights wj were defined taking into account the relative importance (RI) of each response variable and the semi-amplitude of the specification interval (E).
LOW QUALITY COST (QC) • In its original form, the Multivariate Quadratic Loss Function provides values which are proportional to the financial loss due to low quality. • In order to obtain the financial loss in monetary values, it is necessary to know the proportionality constant K. • Once the K value is found, it is possible to transform the loss value Z into monetary units, it means, into quality costs.
CONSTANT K • The company offers two product categories classified according to quality (high/low) and with different selling prices. • It was calculated the loss value Z for a category A (high quality) product and its value was ZA = 2.60 loss units. • It was calculated the loss value Z (using the same target values considered for category A) for a category B (low quality) product and its value was ZB = 4.71 loss units .
CONSTANT K • The category A product selling price is U$A 9.65/boxand it is bigger than category B product selling price that is U$B 7.15/box; • The K constant is calculated as followed:
GLOBAL COST (GC) • With this information, it is possible to compute the Global Cost (GC): • This way, the optimum setting found is a compromise among quality costs and raw material and energy spent in a product manufacture.
MANUFACTURING COST (MC) • A regression analysis for the manufacturing cost (MC) was carried outconsidering the control factors: MC = 19.3 + 2.49 x horizontal disposition + 1.62 x maximum temperature of dry chamber – 0.877 x horizontal dispositionx maximum temperature of dry chamber
MULTIVARIATE OPTIMIZATION • Once the objective function was defined, linear programming routines were used to determine the control factors setting that minimizes the objective function. • The setting that minimizes the objective function is the one that best attend simultaneously the Global Cost, considering manufacture and quality costs.
MULTIVARIATE OPTIMIZATION • These are the current and optimum settings: • The current setting leads to a global cost of U$ 15.30 • The optimum setting leads to a global cost of U$10.24
MULTIVARIATE OPTIMIZATION • The optimum setting provides the response variable estimations that are shown on the table below
MULTIVARIATE OPTIMIZATION The cost difference represents a gain of U$ 222,640.00 per year (220 days), considering a 200 box/day production.
CONCLUSIONS • The optimum setting for the drying process control factors was identified considering quality costs and manufacturing costs; • The responses variable of the process were: productivity, loss of active ingredient (LA) and • final humidity. • The response variable humidity was close to the target and the LA loss was reduced in 40.63%;
CONCLUSIONS • The productivity in the optimum setting is lower compared to the current setting, but an investment to build 5 new dry chambers would maintain the same value of the current setting and the invested value would quickly be amortized; • With the results found with the multivariate quadratic loss function, an economy of U$222,640.00 per year was possible.