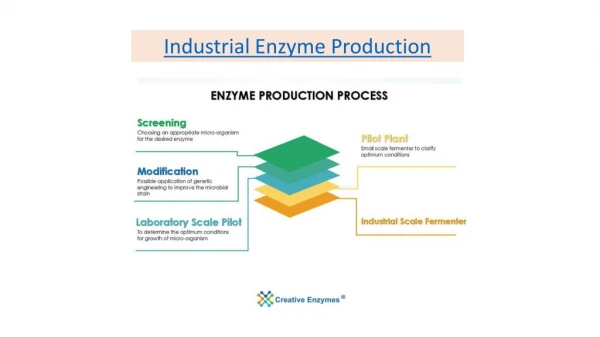
Industrial enzyme production
391 likes | 1.77k Vues
Industrial enzyme production. Sources of Enzymes. Biologically active enzymes may be extracted from any living organism: Of the hundred enzymes being used industrially, - over a half are from fungi

Industrial enzyme production
E N D
Presentation Transcript
Sources of Enzymes Biologically active enzymes may be extracted from any living organism: Of the hundred enzymes being used industrially, - over a half are from fungi - over a third are from bacteria with the remainder divided between animal (8%) and plant (4%) sources .
Sources f Enzymes Microbes are preferred to plants and animals as sources of enzymes because: • They are generally cheaper to produce. • Their enzyme contents are more predictable and controllable. - Plant and animal tissues contain more potentially harmful materials than microbes, including phenolic compounds (from plants).
Fungal Enzymes E: extracellular enzyme; I: intracellular enzyme
INDUSTRIAL ENZYMES AND THE ENVIRONMENT Enzymes can often replace chemicals or processes that present safety or environmental issues. For example, enzymes can: • Replace acids in the starch processing industry and alkalis or oxidizing agents in fabric desizing; • Reduce the use of sulfide in tanneries; • Replace pumice stones for “stonewashing” jeans; • Allow for more complete digestion of animal feed leading to less animal waste; and • Remove stains from fabrics. Clothes can be washed at lower temperatures, thus saving energy. Enzymes can be used instead of chlorine bleach for removing stains on cloth. The use of enzymes also allows the level of surfactants to be reduced and permits the cleaning of clothes in the absence of phosphates.
Uses of the industrial enzymes INDUSTRIAL APPLICATIONS – TEXTILES INDUSTRIAL APPLICATIONS – LEATHER PROCESSING INDUSTRIAL APPLICATIONS – PAPER FOOD AND FEED – DIGESTIVE AIDS HOUSEHOLD & PERSONAL CARE APPLICATIONS FOOD/FOOD INGREDIENT – APPLICATIONS
Single cell protein Single-cell protein (SCP) typically refers to sources of mixed protein extracted from pure or mixed cultures ofalgae, yeasts, fungi or bacteria (grown on agricultural wastes) used as a substitute for protein-rich foods, in human and animal feeds
Production processes Single-cell proteins develop when microbes ferment waste materials (including wood, straw, cannery, and food-processing wastes, residues from alcohol production, hydrocarbons, or human and animal excreta). The problem with extracting single-cell proteins from the wastes is the dilution and cost. They are found in very low concentrations, usually less than . Engineers have developed ways to increase the concentrations including centrifugation, flotation, precipitation, coagulation, and filtration, or the use of semi-permeable membranes. The single-cell protein must be dehydrated to approximately 10% moisture content and/or acidified to aid in storage and prevent spoilage. The methods to increase the concentrations to adequate levels and the de-watering process require equipment that is expensive and not always suitable for small-scale operations. It is economically prudent to feed the product locally and soon after it is produced.
Advantages of Production 1. Microorganisms have a high rate of multiplication and, hence, rapid succession of generations (algae: 2–6 hours, yeast: 1–3 hours, bacteria: 0.5–2 hours) 2. They can be easily genetically modified for varying the amino acid composition. 3. A very high protein content 43–85 % in the dry mass. 4. They can utilize a broad spectrum of raw materials as carbon sources, which include even waste products. Thus, they help in the removal of pollutants also. 5. Strains with high yield and good composition can be selected or produce relatively easily. 6. Microbial biomass production occurs in continuous cultures and the quality is consistent, since the growth is independent of seasonal and climatic variations. 7. Land requirements is low and is ecologically beneficial. 8. A high solar-energy-conversion efficiency per unit area. 9. Solar energy conversion efficiency can be maximized and yield can be enhanced by easy regulation of physical and nutritional factors. 10. Algal culture can be done in space that is normally unused and so there is no need to compete for land.
Product Safety and Quality Some contaminants can produce mycotoxins. Some bacterial SCP have amino acid profiles different from animal proteins. Yeast and fungal proteins tend to be deficient in methionine. Microbial biomass has a high nucleic acid content, and levels must be limited in the diets of monogastric animals to <50 g per day. Ingestion of purine compounds arising from RNA breakdown leads to increased plasma levels of uric acid, which can cause gout and kidney stones. Uric acid can be converted to allantoin, which is excreted in urine. Nucleic acid removal is not necessary from animal feeds but is from human foods. A temperature hold at 64°C inactivates fungal proteases and allows RNases to hydrolyse RNA with release of nucleotides from cell to culture broth.
Examples Microbes employed include yeasts (Saccharomyces cerevisiae, Pichia pastoris, Candida utilis=Torulopsis and Geotrichum candidum (=Oidium lactis)), other fungi (Aspergillus oryzae, Fusarium venenatum, Sclerotium rolfsii, Polyporus and Trichoderma), bacteria (Rhodopseudomonas capsulata).[11] and algae (Chlorella andSpirulina). Typical yields of 43 to 56%, with protein contents of 44% to 60%. The fungus Scytalidium acidophilum grows at below pH 1, offering advantages of: low-cost aseptic conditions avoiding over 100-fold dilution of the acidic hydrolysates to pH values needed for other microbes after the biomass is harvested, the acids can be reused.