Download
1 / 101
1.1k likes | 1.91k Vues
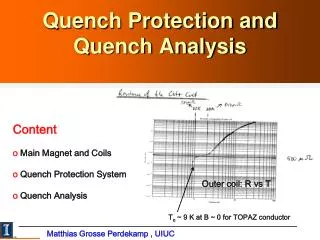
THE SEALED QUENCH FURNACE. Module 1. APPRECIATION OF THE SEALED QUENCH FURNACE. Brian J. Birch, Brian Ellis & Leanie Mackenzie. How to use this training module. To navigate through the training module use the Previous and Next buttons located at the bottom of the screen

E N D
THE SEALED QUENCH FURNACE Module 1
APPRECIATION OF THE SEALED QUENCH FURNACE Brian J. Birch, Brian Ellis & Leanie Mackenzie
How to use this training module • To navigate through the training module use the Previous and Next buttons located at the bottom of the screen • You can click on any of the images or diagrams with the mouse, to enlarge them and see additional information • Any words in this training module in blue and underlined, can be clicked on for a detailed explanation from the Glossary • The complete list of technical words associated with the whole of this Course and concise explanations of them, can be viewed using the Glossary button located at the bottom of the screen
Introduction This Module is an introduction to the sealed quench furnace and includes the following topics: • Background • What iron and steel are • Why steel is heat treated and surface engineered • Heat Treatment • When it began • How it is carried out • Sealed Quench Furnaces • What they are • How they work • Summary of the Module • Self-Test & Test Results
Objectives Upon completion of this Module, the learner will be able to: • Understand the need for heat treatment of steel • Appreciate what surface engineering does and why it is carried out • Comprehend the role of controlled atmosphere furnaces, specifically the sealed quench furnace, in surface engineering • Visualise the sealed quench furnace and its underlying principles • Understand, in simple terms, how the sealed quench furnace works
Section 1 - Background • Iron has been the most important metal in use in the World for the past two and a half thousand years and continues to be so today • In the Middle ages, the alchemists (early chemists) adopted the astrological symbol for Mars (right) as their symbol for iron • Mars was of course, the Roman God of war and iron was the most important metal used for making weapons • Significantly, or perhaps ironically, this symbol is used nowadays to symbolise man
Background - Iron • With the emergence of chemistry as a science, the first essential was to classify and categorise the chemical elements • This involved determining which chemicals were elements and giving each one a simple alphabetical symbol to replace the earlier picture symbols or glyphs used by the alchemists • The modern chemical symbol for iron is Fe which comes from the Latin name for iron - Ferrum
Background - Steel • Unfortunately, pure iron is relatively soft and would not last very long if used as a tool • Luckily, when a small amount of carbon (up to about 1.5%) is added to the iron it is called steel and can be made much harder by a heat treatment called quite simply, hardening • If some other metals, such as chromium, nickel and manganese are added to the steel it can be made much stronger and tougher and is called alloysteel • In simple terms: • The amount of carbon in the steel determines how hard it will be after hardening • The various metals with which it is alloyed determine how strong or tough it will be, after hardening
Background - Steel • Probably the best-known alloy steel is stainless steel, which is simply steel to which at least 13% chromium has been added to make it rust-proof (or stainless) • For the best corrosion resistance, the stainless steel should have at least 18% chromium plus additional nickel • The spoon shown below carries the numbers 18 – 8 on the back which means that it is made of a stainless steel containing 18% chromium and 8% nickel
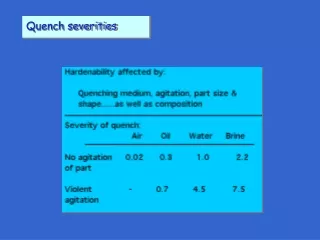
Background – Hardening Steel • Another advantage of steel is that when it is produced, it is quite soft and can be machined easily into complex shapes • However, it can then be hardened by heating it to a high temperature (above 850oC) and cooling it rapidly in oil or water – a process called quenching • After hardening, a reduced hardness but an increased toughness can be obtained by heating the components at a chosen temperature, usually between 150oC and 600oC – a process called tempering A 2.7 tonne component being lowered into an oil quench tank (Bodycote Melrose Park, USA)
Background – Surface Engineering • Sometimes, even hardened steel is not good enough for a particular application or use • Therefore, another of the major roles of heat treatment is to modify the surface of steel components, so that they are suitable for the purpose for which they were designed or, that they last longer when carrying out a particular job • This is called surface engineering • Surface engineeringproduces a different structure on the surface of steel, which can be seen when a component is cut and prepared in a laboratory This view of the cross-section of a component, magnified 100 times using a microscope, shows the steel surface (at the right) after case hardening
Background – Surface Engineering • Surface engineering by heat treatment requires the use of a high-temperature furnace to heat the parts up, a controlled atmosphere to modify their surface carbon content and a tank of oil (or water) in which they can be quenched • The majority of components subject to surface engineeringby heat treatment are processed in special controlled atmospherefurnaces • Sealed quench furnaces constitute the most common type of controlled atmosphere furnaces in use in modern industrial enterprises • A sealed quench furnace is a furnace in which the heating chamber is attached to the cooling or quenching chamber, both being enclosed so that the workload is always under the controlled atmosphere and is never exposed to the air whilst at temperature • This means that components are clean and bright and not oxidised when they are removed from the furnace
Surface Engineering involves the use of heat treatments, such as case hardening, to create a surface structure and core or central structure which together possess properties unachievable in either the core or surface materials alone Put simply, the engine, gearbox and many other parts in this excavator would soon wear out if they were not surface engineered by carburising and hardening Background - What is Surface Engineering?
Background - How BodycoteEngineers Surfaces • Bodycote employs a number of techniques by means of which the surface of metal components can be modified, including: • Heat treatments: • Carburising • Carbonitriding • Nitrocarburising • Nitriding • Surface alloying treatments • Boriding • Siliconising • Coatings: • PVD (Physical Vapour Deposition) • Ceramic coating
Section 1 - Summary • In Section 1, you have been introduced to iron but found that it was too soft for everyday use • You have come to appreciate how important iron became, owing to its ability to be easily converted to steel, which could be hardened by heat treatment • The other important characteristic of steel is the ease with which it can be surface engineered by relatively simple and cheap heat treatments such as case hardening • These surface engineering heat treatments are mostly carried out in controlled atmosphere furnaces, particularly sealed quench furnaces
What is steel? Tick all that are correct Iron with chromium added Iron with carbon added Hardened iron Stainless steel Metal tools Section 1 – Self-Test (1)
What is steel? Tick all that are correct Iron with chromium added Iron with carbon added Hardened iron Stainless steel Metal tools Section 1 – Self-Test (1)
What is steel? Tick all that are correct Iron with chromium added Iron with carbon added Hardened iron Stainless steel Metal tools Section 1 – Self-Test (1)
What is steel? Tick all that are correct Iron with chromium added Iron with carbon added Hardened iron Stainless steel Metal tools Section 1 – Self-Test (1) • CORRECT • Hardened iron • Iron must be made into steel by adding carbon before it can be hardened • Metal tools • Steel must be mainly made of iron, not simply any metal
By surface engineering By quenching By tempering By adding other metals By carburising How is steel hardened? Tick the one that is correct Section 1 – Self-Test (2)
How is steel hardened? Tick the one that is correct By surface engineering By quenching By tempering By adding other metals By carburising Section 1 – Self-Test (2) • CORRECT • Surface engineering only modifies the surface and may not cause hardening • Tempering is carried out after hardening to control the hardness and improve the toughness • Adding other metals to iron is just alloying • Carburising only increases the surface carbon content, it still needs quenching to harden it
Heat treatment in a sealed quench furnace Making components that work Hardening and tempering steel surfaces Creating a surface and core with better properties than they have alone Changing the shape of the surface Section 1 – Self-Test (3) • What is surface engineering? • Tick the one that is correct
What is surface engineering? Tick the one that is correct Heat treatment in a sealed quench furnace Making components that work Hardening and tempering steel surfaces Creating a surface and core with better properties than they have alone Changing the shape of the surface Section 1 – Self-Test (3) • CORRECT
Section 2 - Heat Treatment • Heat treatment is the oldest technique of surface engineeringand has been carried out almost since man’s first use of iron • The earliest published text books on case hardening (i.e. hardening only the surface of a component) being used to improve the quality of iron date back almost a thousand years • These early techniques involved heating iron objects in a container, surrounded by a mixture of carbon-bearing materials such as animal skins, hooves, horn and fat, then removing them and cooling them rapidly by plunging them into a nearby stream The picture shows a blacksmith’s shop from the Middle Ages
Heat Treatment – Early Methods • With this casehardening treatment, the early blacksmiths produced a hard steel surface on the iron, with a soft but tough centre – an ideal combination for weapons or farming tools • It took nearly 900 years before these primitive methods began to be replaced by more controllable, industrialised processing in salt baths and gaseous atmospheres • Remarkably, the traditional case hardening method, which became known as pack carburising, was still being carried out widely in the UK in the 1960s • Even today, pre-packaged pack carburising compound is still available to small engineering companies and hobbyists who wish to carry out their own case hardening #18 PACK CARBURIZER
Heat Treatment - Surface Engineering • Surface engineering by heat treatment can be divided into two groups based on the processing temperatures: • Nitridingand nitrocarburising, which are generally carried out at temperatures between 450°C & 590°C • Carburisingand carbonitridingwhich are generally carried out at temperatures between 800°C & 1000°C • In practice, this difference in processing temperature leads to the treatments being carried out in different types of equipment • We are concerned here with high-temperature equipment capable of carrying out carburising and carbonitriding • In fact, these high-temperature processes require the same temperature range as many other heat treatment processes, such as hardening and normalising, so they tend to be carried out in general purpose equipment such as sealed quenchfurnaces
Heat Treatment - Controlled Gas Atmospheres • Controlled gas atmospheres, or simply controlled atmospheres, have now largely superseded solid (box or pack) and salt bath (liquid) atmospheres for heat treatment • This is due to:- • Better control of the surface carbon content of the component • Higher productivity of the equipment • Less possibility of oxidationof the component’s surface • Less labour required to run the equipment • Easier to automate and control the process • Better working conditions for the operators • More environmentally friendly - without the serious problems of handling toxic salts or the difficulties of disposing of waste salts and spent pack carburising powders
Heat Treatment - What are Controlled Atmospheres? • A controlled atmosphereis one that not only protects the surface of steel components from oxidation during processing but can also control the carbon content in the surface of the component • Put more simply, the atmosphere within the furnace chamber is a vital factor in achieving the chemical reactions that need to occur during heat treatment • The active ingredients of controlled atmospheres are carbon monoxideand hydrogen • This composition means that the gas mixture is highly flammable, toxic and potentially explosive
Heat Treatment – Using Controlled Atmospheres • Properly applied and controlled, gas atmospheres provide a source of the elements essential to surface engineering heat treatment processes • Controlled atmospheres are produced with a composition that provides a protective gas for the most common heat treatable steels containing about 0.40% carbon • In addition, enriching gases such as methane can be added to develop a high-carbon atmosphere for increasing the surface carbon content of steels - a process called carburising • If ammonia is added to the atmosphere at the same time as methane, it provides a high nitrogen and carbon atmosphere for increasing both the surface carbon and nitrogen content of steels - a process called carbonitriding
Heat Treatment - Controlled Atmosphere Furnaces • Special furnaces are used for processing steels using controlled atmospheres • They must be gas tight and have certain safety features which allow them to be used with the toxic and flammable gases involved • Controlled atmosphere furnaces fall into two major categories: • Batch furnaces – where the work is charged and discharged as a single unit or batch • Continuous furnaces – where the work enters and leaves the furnace in a continuous stream • Sealed quench furnaces are a type of batch furnace IPSEN T11 Sealed Quench Furnace
Heat Treatment - What is a Batch Furnace? • A batch furnace heat treats components in discrete lots (batches), each of which is finished before the next batch is started • Batch furnaces generally consist of an insulated heating chamber with an external reinforced steel shell and one or more access doors to the heating chamber • After the heating period is over, the load must be transferred from the furnace for quenching in an external tank of oil or water • The addition of a second chamber containing a quench tank and a powered load transfer system converts the basic furnace into a sealed quench furnace (known as an integral quench furnace in North America) • When provided with a fully automatic control system, including a loader and unloader, the sealed quench furnace becomes a highly efficient unit requiring minimum labour to operate and is sometimes referred to as a semi-continuous furnace
Section 2 - Summary • In Section 2 you have been shown the early origins of heat treatment and the primitive methods then used • It has also been demonstrated that such early techniques still have a place in industry today • You have been introduced to modern industrial processes using controlled atmospheres, which have largely replaced the old methods • Some of the methods and equipment used in modern-day processing, particularly the sealed quench furnace, have been briefly explained
What was used in early case hardening? Tick all that are correct Hooves Animal skins Oil quenching Pack Carburizer #18 Urine Section 2 – Self-Test (1)
What was used in early case hardening? Tick all that are correct Hooves Animal skins Oil quenching Pack Carburizer #18 Urine Section 2 – Self-Test (1)
What was used in early case hardening? Tick all that are correct Hooves Animal skins Oil quenching Pack Carburizer #18 Urine Section 2 – Self-Test (1) • CORRECT • Oil quenching is a modern technique developed for alloy steels • Pack Carburizer #18 is the modern version of the old blacksmith’s mixtures • Urine was actually used in medieval times to quench the parts. A practice echoed today by the use of brine (salt water) as a quenchant
Nitriding Carburising Carbonitriding Nitrocarburising Tempering Which of these processes are carried out at high temperatures? Tick all that are correct Section 2 – Self-Test (2)
Which of these processes are carried out at high temperatures? Tick all that are correct Nitriding Carburising Carbonitriding Nitrocarburising Tempering Section 2 – Self-Test (2)
Nitriding Carburising Carbonitriding Nitrocarburising Tempering Which of these processes are carried out at high temperatures? Tick all that are correct Section 2 – Self-Test (2) • CORRECT • Carburising and Carbonitriding are generally carried out at between 800°C & 1000°C • Nitriding and nitrocarburising are low temperature treatments, being carried out at between 450°C & 590°C • Tempering is also a low temperature treatment, being carried out at between 150ºC & 650ºC
The gases used in controlled atmospheres are? Tick all that are correct Toxic Corrosive Alloyed Explosive Flammable Section 2 – Self-Test (3)
The gases used in controlled atmospheres are? Tick all that are correct Toxic Corrosive Alloyed Explosive Flammable Section 2 – Self-Test (3)
The gases used in controlled atmospheres are? Tick all that are correct Toxic Corrosive Alloyed Explosive Flammable Section 2 – Self-Test (3)
Toxic Corrosive Alloyed Explosive Flammable The gases used in controlled atmospheres are? Tick all that are correct Section 2 – Self-Test (3) • CORRECT • Gases are generally not corrosive except in the presence of water • Only metals can be alloyed
Section 3 - Sealed Quench Furnaces • Anyone who sees a sealed quench furnace for the first time remarks on the flames & noise • In addition, they often comment on the general smell of hot oil and a background roar, which sometimes increases for a few minutes as the burners change to high-fire to heat the furnaces up • These are perfectly normal reactions of those new to sealed quench operations, and not an indication of problems • However, believe it or not, modern sealed quenchfurnaces are clean, quiet and very safe in operation - a far cry from the earliest units of fifty years ago [Play video]
Section 3 - Sealed Quench Furnaces IPSEN TQ10 furnace front door being opened using the manual override switch. As the furnace is at about 900oC, the atmosphere burns off as soon as it comes into contact with the air. (Bodycote Macclesfield, UK.) [Return to previous slide] [Continue]
Sealed Quench Furnaces - Introduction • The sealed quench is a batch furnace in which the heating and quenching chambers are combined in a single unit • The two chambers are separated by a refractory-lined door which can be opened to allow the hot charge to be transferred from the heating chamber to the cooling chamber • In the UK, most of the furnaces are loaded at the front and unloaded at the rear (straight-through design)
Sealed Quench Furnaces - Introduction • An alternative design, which is also widely available in North America, is loaded and unloaded through the same door (in-out design) • In this design, the quench rack has two sets of rollers, one above the other so that the furnace can still be loaded whilst the load just treated is still in the quench oil on the lower set of rollers • In a similar way, the furnace can still be loaded whilst the load just treated is being atmosphere cooled on the upper rollers
Sealed Quench Furnaces - Introduction • Sealed quench furnaces usually operate over the temperature range 750°C to 1000°C but can operate from 570oC to 1100°C with suitable modifications • They are usually fairly small in size owing to the limitations of the internal mechanical transfer system and the quenching capacity • The picture shows the largest European sealed quench unit, an Ipsen TQ37 – it is about half of the capacity of the largest American unit (which is about 4m3 in working volume and with a 3,000kg maximum load weight)
Sealed Quench Furnace - Description • The hot zone consists of a steel outer shell, which is lined on the inside with refractory bricks • The load stands on a hearth which consists of a thick ceramic plate with holes in, supported by refractory brick pillars which permit free circulation of the controlled atmosphere • The charge is surrounded by the controlled atmospherewhich protects the components from oxidationand provides the ideal environment for carrying out treatments such as hardening, carburising and carbonitriding Schematic view of the front chamber of a sealed quench furnace
Sealed Quench Furnace – Heating Chamber • The furnaces are heated by four to six radiant tubesper side, depending upon the size of the furnace • These are fired by natural gas and air, which are pre-mixed before reaching the burners at the base of the tubes • The radiant tubes are situated between the refractory brickwork and an inner silicon carbide refractory muffle • This muffle is the hot wall observed when the furnace is loaded and it prevents direct radiation from the radiant tubeswhich could cause hot spots on the work load Schematic view of the front chamber of a sealed quench furnace
Sealed Quench Furnace – Heating Chamber • The muffle and the holes in the hearth provide a flow path for the controlled atmosphereduring processing • The gas is circulated through the charge and over the radiant tube heaters by a fan in the roof • Two transfer chains, located in grooves on either side of the hearth, move the load from the heating chamber into the quench chamber Schematic view of the front chamber of a sealed quench furnace