36. Quality Insurance, Testing, and Inspection
260 likes | 562 Vues
Quality. Continuous Improvement in qualityNever-ending improvement (kaizen in Japan)Quality must built into a productQuality; customer satisfaction ?customer amazementDr. Deming(1900-1993) in Japan, 1954Total Quality Management, TQC. TQM. Defect prevention rather than detectionIt is too late

36. Quality Insurance, Testing, and Inspection
E N D
Presentation Transcript
1. 36. Quality Insurance, Testing, and Inspection Product Quality
Quality Assurance
Total Quality management
Taguchi methods
The ISO and QS Standards
Statistical Methods of Quality Control;
Reliability
NDT
Automated Inspection
2. Quality Continuous Improvement in quality
Never-ending improvement (kaizen in Japan)
Quality must built into a product
Quality; customer satisfaction ?customer amazement
Dr. Deming(1900-1993) in Japan, 1954
Total Quality Management, TQC
3. TQM Defect prevention rather than detection
It is too late to detect at the end of process
100 % inspection
Only a few cents part can ruin an expensive product
Customer satisfaction ? if not lost money
Leadership, team work
Only managers can make things worse
Eliminate fear, eliminate slogan, quota
Continuous Improvement
4. Dr. Demming Management must commit to quality
High quality doesn�t increase cost. Bad quality actually increase costs
Break down barriers to workers (eliminate fear)
Don�t blame system failures to workers.
Recognize and Increase workers potential
5. Dr. Demming Recognize pride of workmanship. Avoid slogans (zero defect), posters, numerical goals (always increases), and production quota
Statistical process control, vendor provides SPC, JIT
Teach statistics to workers to improve quality
Institute training system
6. Taguchi Methods Dr. Demming�s disciple
Poor quality ? customer dissatisfaction
Costs incurred to service and repair defective parts
Credibility diminishes in the market place
The manufacturer will lose market share
7. ISO 9000 standard 1987 (1994 revision), ISO 9000 standard (Quality Management and quality Assurance Standard) Statistical Process Control
ISO 9001 Model for quality assurance in design/development, production, installation, and servicing
ISO 9002 Model for quality assurance in production and installation
ISO 9003 Model for quality assurance in final inspection and test
ISO 9004 Quality management and quality system elements-Guidelines
8. Why Statistics? Cutting tools, dies, and molds are subject to wear? dimensions vary
Machinery perform differently on its age, condition and maintenance
Metalworking fluid degrades? surface finish, tool life, and forces are affected
Environment (Temperature, humidity, air quality) may change
Different shipment of raw material
Operator skill and attention varies
Chance variation (random)
Assignable variation (with specific cause)
9. Statistical Quality Control Sample size; the number of parts to be inspected
Random sampling
Population (universe)
Lot size
The method of variables; quantitative measurements of dimension, tolerances, surface finish, physical & mechanical properties
The method of attributes; Qualitative
10. Statistical Quality Control Distribution
Frequency distribution �e.g. bar charts
Normal distribution curve (Gaussian)
Arithmetic mean
Dispersion
Range R = xmax-xmin
Standard deviation s =sqrt {S(xi-x0)2/(n-1)}
11. Manufacturing processes can be judged to be in control by using statistical measures.
The quality of a product can be measured by observing attribute values or variable values.
Attributes are discrete measures such as number of cracks on a surface or number of defective resistors.
Variables are continuous measures of a characteristic such as length, weight, hardness, etc.
The statistical quality control techniques differ for attribute and variable measures.
12. The discussion that follows concerns statistical quality control based on variables
Two basic questions that a statistical quality control program can answer are:
1. Has the average value of a product characteristic remained within acceptable bounds?
2. Has the variability of a product characteristic remained within acceptable bounds?
13. Being able to answer yes to one of these questions does not necessarily affirm the other.
To answer the first, an chart_can be used and for the second question, a R chart. Both of these charts utilize the confidence interval concept that has been presented earlier.
Both use a sequence of samples that are taken over a period of time in order to provide the evidence needed to answer these questions.
14. Statisticians have also developed methods of establishing these confidence intervals that use simple calculations based on prepared tables.
What follows is a presentation of the methods without providing the statistical arguments to justify their use.
Another concept that is common to both of these charting techniques is that one first has to establish the confidence intervals that represent the process when it is operating satisfactory (in control).
15. Some degree of good judgment, process knowledge, and historical information is needed in developing these "in control" criteria.
The methods that are presented below are based on the premise that the process is in control and that samples from the process can be used to establish these "in control" confidence intervals.
To proceed on this basis, the sample size has to be pre-established and continuously used during later process monitoring.
17. SPC If a machine is not in good condition, manager can�t blame workers for bad products ?find reason and fix it from SPC
Control charts
Sample size from 2-10 (sample size held constant throughout the inspection)
Frequency of sampling; case by case
Control limits; average value
UCL=x0+3s = x0+A2R where R is the average of R
LCL=x0 - 3 s = x0 -A2R
19. Let n be the size of each sample. Let m be the number of samples that are collected during the "in control" period of time. For each sample, compute the mean and range, (maximum value - minimum value).
The mean is going to be used to evaluate average performance and the range will be used to evaluate process variability.
The range can be statistically correlated to the standard deviation, and is much easier and faster to compute
20. SPC Control limits; average value
UCL=D4 R
LCL= D3 R
s = R/d2
In good statistical control; inside the boundary
Real-time SPC; computer system with electronic measurements
Process capability; limits within which individual measurement values resulting from a particular manufacturing process normally be expected to fall when only random variation is present.
21. Constant for Control Charts S.S A2 D4 D3 d2
2 1.880 3.267 0 1.128
1.023 2.575 0 1.693
0.729 2.282 0 2.059
0.577 2.115 0 2.326
0.483 2.004 0 2.534
S.S. Sample Size
22. Example Measuring the length of machined workpieces. Sample size 5, sample number 10, so total 50 parts
X0=44.296/10=4.430 in
R=1.03/10=0.103 in
A2=0.577, D4=2.115, D3=0 (from sample size 5)
UCL=x0+A2R=4.430+0.577*0.103=4.489
LCL= x0 -A2R =4.430-0.577*0.103=4.371
also
UCL=D4 R =2.115*0.103=0.218 in
LCL= D3 R =0*0.103=0 in
s = R/d2 =0.103/2.326=0.044 in
24. Acceptance Sampling and Control 1920s, WW II, MIL STD 105
If a certain % is exceeded, the whole lot is rejected
Probability; relative occurrence of an event
Acceptance Quality level (AQL)
95% probability of acceptance
Consumer knows that 95% acceptable (consumer�s risk)
Producer�s risk; good parts are rejected (5%)
Rejected lots are salvaged; greater cost
25. Reliability, Testing and Inspection Reliability; the probability that a product will perform its intended function in a given environment and for a specified period of time without failure.
Series reliability
Parallel reliability; back-up system, redundant system
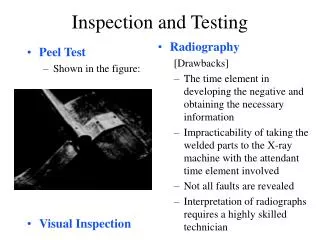
Non-destructive testing (NDT)
Liquid penetrants technique
Magnetic-particle inspection; apply fine ferromagnetic particles (sometimes dyed) on the surface, then magnetized. Flaws can be seen
Ultrasonic Inspection; put into couplant(water,oil, glycerin, grease), 1-25 MHz
Acoustic methods; pick up by piezoelectric ceramics
Acoustic Impact technique
26. Reliability, Testing and Inspection Radiography; X-ray
Digital radiography
Computed tomogrphy
Eddy-current Inspection; using electromagnetic induction
Thermal inspection; heat sensitive paints, papers, liquid crystal
Holography
Holographic interferometry
Acoustic holography
27. End of Ch 36 Quality