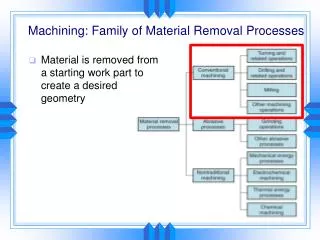
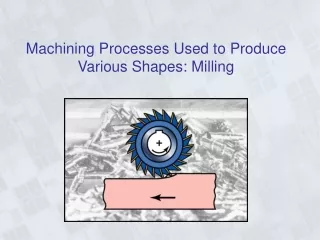
Machining Processes
Machining Processes. Group #3 Erica Velarde, Sean Clifton David Pincus, Ruben Sosa. Typical Parts Made with These Processes. Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts.


Machining Processes
E N D
Presentation Transcript
Machining Processes Group #3 Erica Velarde, Sean Clifton David Pincus, Ruben Sosa
Typical Parts Made with These Processes • Machine Components • Engine Blocks and Heads • Parts with Complex Shapes • Parts with Close Tolerances • Externally and Internally Threaded Parts
Alternative Processes • Precision Casting • Powder Metallurgy • Powder Injection • Molding • Abrasive Machining • Thread Rolling
The Turning Process Using Engine Lathes • Operate on all Types of Materials • Use of single-point tools • Skilled Labor • Low Production Rate
Tool Geometry • Rake Angle • Side Rake Angle • Cutting-Edge Angle • Relief Angle • Nose Radius
Lathe Components • Bed: Usually made of cast iron. Provides a heavy rigid frame on which all the main components are mounted.• Ways: Inner and outer guide railsn that are precision machined parallel to assure accuracy of movement.• Headstock: mounted in a fixed position on the inner ways, usually at the left end. Using a chuck, it rotates the work.• Gearbox: inside the headstock, providing multiple speeds with a geometric ratio by moving levers.
• Spindle: Hole through the headstock to which bar stock can be fed. • Chuck: 3-jaw (self centering) or 4-jaw (independent) to clamp part being machined. • Tailstock: Fits on the inner ways of the bed and can slide towards any position the headstock to fit the length of the work piece. An optional taper turning attachment would be mounted to it. • Tailstock Quill: Has a Morse taper to hold a lathe center, drill bit or other tool. • Carriage: Moves on the outer ways. Used for mounting and moving most the cutting tools. • Cross Slide: Mounted on the traverse slide of the carriage, and uses a handwheel to feed tools into the workpiece.
• Tool Post: To mount tool holders in which the cutting bits are clamped. • Compound Rest: Mounted to the cross slide, it pivots around the tool post. • Apron: Attached to the front of the carriage, it has the mechanism and controls for moving the carriage and cross slide. • Feed Rod: Has a keyway, with two reversing pinion gears, either of which can be meshed with the mating bevel gear to forward or reverse the carriage using a clutch. • Lead Screw: For cutting threads. • Split Nut: When closed around the lead screw, the carriage is driven along by direct drive without using a clutch.
• Quick Change Gearbox: Controls the movement of the carriage using levers. • Steady Rest: Clamped to the lathe ways, it uses adjustable fingers to contact the workpiece and align it. Can be used in place of tailstock to support long or unstable parts being machined. • Follow Rest: Bolted to the lathe carriage, it uses adjustable fingers to bear against the workpiece opposite the cutting tool to prevent deflection.
Lathe Accessories • Carriage and Cross Slide Stops • Devices for Turning Parts with Various Tapers • Milling, Sawing, Gear-Cutting, and Grinding Attachments • Various Attachments for Boring, Drilling, and Thread Cutting
Lathe Operations • Form Tools • Boring • Drilling • Parting • Grooving • Thread Cutting • Knurling
Above Left: Example of Boring Above Right: Example of DrillingBelow Left: Example of Thread Cutting Below Right: Example of Grooving
Types of Lathes • Bench Lathes • Special Purpose Lathes • Tracer Lathes • Automatic Lathes • Automatic Bar Machines • Turret Lathes • Computer-Controlled Lathes
Things to Remember About Machining Parts on Lathes • Takes considerable amount of time • High Production Costs • Wastes Material • Not as Economical as Forming or Shaping
Machining Processes Boring, Drilling, Reaming, and Tapping
What is Boring • Performed to enlarge a hole made previously. • Used for circular internal profiles in hollow workpieces
Boring Machines • Small pieces – lathe • Large pieces – boring mill • Horizontal vs Vertical • Boring mills • Perform various operations: TURNING, FACING, GROOVING, CHAMFERING
Vertical Boring Mill • Large pieces can be machined on a vertical mill
Jig Boring Machines • Vertical machines • High precision bearings • Used to make jigs and fixtures • Being replaced by CNC boring machines
Considerations • Through holes, rather than blind holes, should be specified. • Smaller length-bore diameter ratios • Interrupted internal surfaces should be avoided.
What are Holes used For? • Typical for assembly with fasteners • i.e. screws, bolts, rivets • Weight reduction • Ventilation • Access to inside parts • Appearance
Drilling is a Common Process!!! THE COST OF HOLE MAKING IS AMONG THE HIGHEST MACHINING COSTS IN AUTOMOTIVE ENGINE PRODUCTION
Properties • Burring on the bottom surface upon breakthrough requires further machining • Diameters of holes are usually oversize • Quality of drill • Thermal properties • Reaming and honing improve dimensional accuracy
Standard-Point Twist Drill • Point angle (118-135deg) • Lip-relief angle (7-15deg) • Chisel-edge angle (125-135deg) • Helix angle (15-30deg) • Diameter range from 0.5-150mm
Other Types of Drills • Step Drill • Produces 2 or more different diameters • Core Drill • Makes an existing hole larger • Counterboring & Countersinking • Produce depressions on the surface to accommodate the heads of screws/bolts
More Drill Types • Center drill • Produces small hole on the end of a workpiece • Spot drill • Starts a hole at the desired location • Spade drill • Removable bits, produces large-diameter or deep holes • Higher stiffness (absence of flutes) • Straight-flute drill • Gun drill
Trepanning • Removes a disk to create a hole
Material-Removal Rate • MRR=(pi*D^2)f*N / 4 • Pi*D^2 / 4= cross sectional area • F = the distance penetrated per revolution • N = rotational speed
Considerations • Drilling should be perpendicular to the surface • Interrupted holes should be avoided • Hole bottoms should match standard drill point angles • Through holes preferred to blind holes • Preexisting holes or dimples help center the drill • Blind holes must be drilled deeper than subsequent reaming or tapping operations
What is Reaming • An operation used to make an existing hole dimensionally more accurate and/or to improve surface finish • For further accuracy and surface finish, holes may be burnished, ground or honed.
4 Steps to Accuracy • Centering • Drilling • Boring • Reaming