Inventory Models
This model ensures no customer loss due to stockouts with instantaneous reordering. Calculate stockout costs, proportion of time in/out of stock, average inventory, backorders, and total annual cost equation. Optimize order quantity and number of backorders using example scenarios.


Inventory Models
E N D
Presentation Transcript
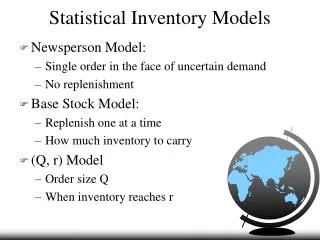
Inventory Models Planned Shortage Models
PLANNED SHORTAGE MODEL • Assumes no customers will be lost because of stockouts • Instantaneous reordering • This can be modified later using standard reorder point analyses • Stockout costs: • Cb -- fixed administrative cost/stockout • Cs -- annualized cost per unit short • Acts like a holding cost in reverse • Reorder when there are S backorders
PROPORTION OF TIME IN/OUT OF STOCK • T1= time of a cycle with inventory • T2= time of a cycle out of stock • T = T1 + T2 = time of a cycle • IMAX = Q-S = total demand while in stock. • T1/T =Proportion of time in stock. Multiplying by D/D gives T1D/TD = (Demand while in stock)/(Demand for cycle) = (Q-S)/Q • T2/T = Proportion of time out of stock Multiplying by D/D gives T2D/TD = (Demand while out of stock)/(Demand for cycle) = S/Q
Average InventoryAverage Number of Backorders • Average Inventory = (Avg. Inv. When In Stock)(Proportion of time in stock) =(IMAX/2)((Q-S)/Q) = ((Q-S)/2)((Q-S)/Q) =(Q-S)2/2Q • Average Backorders = (Average B/O When Out of Stock)(Proportion of time out of stock) = (S/2)(S/Q) = S2/2Q
TOTAL ANNUAL COST EQUATION • TC(Q,S) = CO(Number of Cycles Per Year) + CH(Average Inv.) + Cs (Average Backorders) + Cb (Number B/Os Per Cycle) (Avg. Cycles Per Year) + CD = CO(D/Q) + Ch((Q-S)2/2Q) + Cs(S2/2Q) + CbS(D/Q) + CD
OPTIMAL ORDER QUANTITY, Q*OPTIMAL # BACKORDERS, S* • Take partial derivatives with respect to Q and S and set = 0. • Solve the two equations for the two unknowns Q and S.
EXAMPLESCANLON PLUMBING • Saunas cost $2400 each (C = 2400) • Order cost = $1250 (CO = 1250) • Holding Cost = $525/sauna/yr. (Ch = 525) • Backorder Goodwill Cost $20/wk (CS =1040) • Backorder Admin. Cost = $10/order (Cb = 10) • Demand = 15/wk (D = 780)
Using the Template OptimalValues Input Parameters Planned Shortage Worksheet
REORDER POINT ANALYSIS • Reorder point can be affected by lead time. • If lead time is fixed at L years, order is placed accounting for the fact that LD items would be demanded during lead time. • R = LD – S* • If R is negative, an order is placed when there are S* - LD backorders. • If R is positive, an order is placed when there are LD - S* items left inventory. • If R = 0, an order is placed when there is no item left and no backorder
ExampleWhat If Lead Time Were 1 Week? • Demand over 1 week = 15 • Want order to arrive when there are 20 backorders. (S* = 20) • R = LD – S* = 15 – 20 = -5 • Thus order should be placed when there are 5 backorders
ExampleWhat If Lead Time Were 4 Weeks? • Demand over 4 weeks = 4(15) = 60 • 4 weeks = .07692 years (for template) • Want order to arrive when there are 20 backorders. (S* = 20) • R = LD – S* = 60 - 20 • Thus order should be placed when there are 60 - 20 = 40 saunas left in inventory
Using Template Reorder Point = 40 Enter Lead Time
Review • In planned shortage models there can be both time-dependent and time-independent shortage costs • There are 2 unknowns which are found by taking partial derivatives of the total cost equation • Q* -- the amount to order • S*-- the number of backorders when order is placed • The actual reorder point may be adjusted for lead time. • Use of template